
Fターム[4F202CD14]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034) | 溶射によるもの (54)
Fターム[4F202CD14]に分類される特許
1 - 20 / 54
円筒状モールド
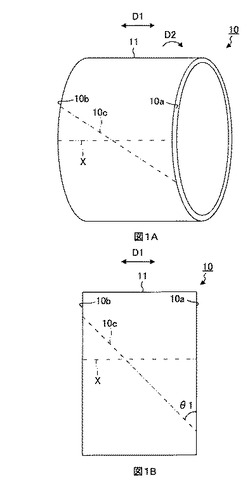
【課題】被転写材の外縁部に生じる不使用領域を削減でき、被転写材の利用効率を向上できる円筒状モールドを提供すること。
【解決手段】本発明の円筒状モールド(10)は、一対角が鈍角であり他対角が鋭角である平行四辺形状の基材(11)の一対の斜辺(11c,11d)を接合して円筒状にしてなる円筒状モールド(10)であって、一対の対辺(11c,11d)が接合された接合辺部(11c)は、基材(11)上において、円筒状モールド(10)の筒軸方向(D1)に対して所定の角度(θ1)を持つことを特徴とする。
(もっと読む)
パターン成形型及びその製造方法

【課題】加工時間が短く、工具としての寿命が長く、像形成品質が高いパターン形成型及びその製造方法を提供すること。
【解決手段】本発明に係るパターン成形型は、被加工材の表面に、凹凸を有するパターンを転写するパターン成形型であって、基材1と、基材1に中間層2、3を介して接合されたDLCパターン層4bとで構成され、基材1が、剛性を有する金属、セラミックス、又はガラスであり、中間層2、3が、基材1及びDLCパターン層4bとの接合性を提供し、かつ、DLCパターン層4bに比べ、エッチングレートが小さい層であり、DLCパターン層4bに、被加工材の表面に転写するパターンが形成されている。
(もっと読む)
断熱材及びこれを用いた樹脂成形用金型
【課題】高温の樹脂の初期冷却を遅延化するに優れた効果を有し、大型で精密構造の樹脂部品、フィルムやプレートの製造が容易な樹脂精密成形用金型に好適に適用できる断熱材ならびにこれを断熱層に用いた樹脂成形用金型を提供する。
【解決手段】本発明の断熱材は樹脂成形用金型の基材上に直接溶射により形成される断熱材であって、過冷却液体温度領域(ΔTx)が30℃以上で、且つガラス遷移温度(Tg)が成形材料である樹脂の融点よりも30℃以上高く、熱伝導率が1〜20W/(m・K)であり、線膨張係数が7×10−6〜15×10−6/℃である金属ガラスの溶射被膜からなる。該断熱材は、厚みが100μm以上、2000μm以下であり、金型基材と接する面積が100mm2以上であることができる。また、本発明にかかる樹脂成形用金型は、金型基材表面に直接溶射により形成された前記断熱材を断熱層として備える。
(もっと読む)
ハイブリッド金型
【課題】金型用鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供する。
【解決手段】金型用鋼材から成る成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、該非鉄金属体にキャビティEと製品関連部7を備え、該キャビティの製品形成面の損傷しやすい負荷集中範囲と、該製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、その薄肉化した肉欠部13に高エネルギ密度の熱源を用いて該非鉄金属体より溶融温度の高い鉄系材を肉盛溶接し、鉄系肉盛部4で覆い、該鉄系肉盛部表面に仕上げ加工した鉄材層4Aを設け、該鉄材層で該非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とする。該成形金型を、鋼材型と非鉄金属体から成る入れ子型とで構成する場合も同様である。
(もっと読む)
射出成形用金型及び射出成形用金型の製造方法
【課題】固定側型と可動側型とのパーティング面、及び複数に分割された分割入れ子同士の密着を確実にし、成形不良の発生を長期にわたり防止することができる低コストの射出成形用金型及び射出成形用金型の製造方法を提供する。
【解決手段】第1の金型13の入れ子収納部に配設される第1の入れ子14、第2の金型24の入れ子収納部に配設される第2の入れ子26のパーティングライン面が、第1の金型および第2の金型のパーティングライン面Pに対して突出し、第1の入れ子および第2の入れ子のパーティングライン面の一部が形成された面及び第1の金型および第2の金型の入れ子収納部と対向する面を除く他の面と、第1の金型および第2の金型の入れ子収納部のそれぞれ対向する面とが隙間を有している。
(もっと読む)
射出成形品の製造方法及び射出成形品
【課題】バリの発生量を抑制しつつ、高結晶化度の成形品を得ることが可能であり、生産性に優れる射出成形品の製造方法を提供する。
【解決手段】金型内表面に、多孔質ジルコニアから構成される断熱層が形成された金型を用い、100℃以下の金型温度で、ポリアリーレンサルファイド系樹脂組成物を射出成形する。断熱層は、溶射法で形成されたものであることが好ましい。また、断熱層の好ましい熱伝導率は、2W/m・K以下である。また、断熱層の好ましい厚みは200μm以上である。
(もっと読む)
熱媒体用流路およびその製造方法並びにそれを用いた金型
【課題】設計・製作の自由度が比較的高い「熱媒体用管路の製造方法」を提供すること。
【解決手段】(i)熱溶融性の第1材料を用いて基板の主面上に第1層を形成する工程であって、製造することになる熱媒体用流路に相当する形状となるように第1層を形成する工程、(ii)非熱溶融性の第2材料を用いて基板の主面上に第2層を形成する工程であって、第2層によって第1層が包み込まれるように第2層を形成する工程、および、(iii)第1層を溶融させる工程を含んで成り、工程(iii)では、溶融させた第1層の第1材料を基板上から除去することによって、基板と第2層との間に熱媒体用流路を形成することを特徴とする熱媒体用管路の製造方法。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
金型および金型用感温磁性材料
【課題】金型の内部構造が複雑化するのを抑制しつつ、成形温度をより正確に制御することが可能な金型を提供する。
【解決手段】この金型1は、上型10と、上型10と対向するように配置される下型20とを備え、上型10の下面10aおよび下型20の上面20aに、それぞれ、キュリー温度を有する感温磁性材料を含む感温磁性材料層12および22が配置されている。
(もっと読む)
超広幅フィルム製造用キャスティングベルト
【課題】本発明は、超広幅フィルム製造用キャスティングベルトに関する。
【解決手段】本発明は、ソルベントキャスティング工程による光学フィルム製造時に使用されるキャスティングベルトに関し、より詳細には、液晶ディスプレイの偏光板や光学補償フィルムなどに使用されるフィルム製造時に、ドープをキャスティングしてゲル状フィルムを生成するために使用される広幅フィルム製造用キャスティングベルトに関する。
(もっと読む)
樹脂注型用成形型とその製造方法
【課題】成形型の成形面の加工精度を十分に確保し、大型構造体の成形用であっても安価に製造することが可能な樹脂注型用金型とその製造方法を提供する。
【解決手段】樹脂注型用成形型は、アルミニウムの板金によって形成され,上側が成形面1aとなり、下側が接合面1bとなる成形部1と、井桁状に組み合わされた複数のアルミニウムの板材からなり,板材の上端縁に成形部1の接合面1bが溶接により接合される支持部2とを備え、鉄鋼製のアングル材によって構成される架台3の上面に設置される支持部2は締結具4aを用いて架台3に固定され、架台3は締結具4bを用いて床面5に固定されている。
(もっと読む)
射出成形用金型および射出成形用金型製造方法
【課題】射出成形用の金型およびその製造方法を提供する。
【解決手段】射出成形用の金型を製造する方法であって、次のような工程を備える。少なくとも一つの温度制御要素を設ける。温度制御要素を第1の材料で覆う。第1の材料を、型穴を有する金型の本体を形成するよう機械的に加工する。また、射出成形用の金型は、金型本体と、温度制御要素と、断熱層とを備える。
(もっと読む)
温度調節管を有する電鋳殻の製造方法
【課題】短時間で電鋳殻を製造でき、かつ熱による電鋳殻の歪み、ねじれや収縮が無く、さらに熱伝達ロスの発生もない温度調節管を有する電鋳殻の製造方法を提供する。
【解決手段】電鋳殻1の背面にキャリアガスとともに金属粉を噴射して、電鋳殻1の背面に複数の金属層2を畝状に形成する工程と、金属層2によって電鋳殻1の背面に形成した畝合い5を板状物3で蓋う工程と、板状物3の両端にキャリアガスとともに金属粉を噴射して、板状物3を金属層2に固定する工程とを含む、温度調節管を有する電鋳殻1の製造方法である。
(もっと読む)
射出成形用金型の温度調節構造
【課題】金型の成形製品に接する金型表面の温度を効率よく調節すると共に、型板への熱拡散を低減する。
【解決手段】金型温調用通路3は、金型表面1a、2aの下地となる金型基礎面31に沿って掘り込み形成された第1の溝32と、第1の溝の上面側に当該第1の溝の溝幅より広く切り欠かれた第2の溝33と、第1の溝を覆うように形成され、各型板の材料の熱伝導率より低い熱伝導率の材料から成る第1の金属層34と、第1の金属層を覆うように形成され、各型板の材料の熱伝導率より高い熱伝導率の材料から成る第2の金属層35と、第2の溝を塞いで第2の溝を密閉するように設けられ、第2の金属層と熱伝導率が実質的に同一の材料から成る埋め板36と、基礎面及び埋め板を覆って製品用金型表面とするように形成され、第2の金属層と熱伝導率が実質的に同一の材料から成る第3の金属層37とから構成されている。
(もっと読む)
スタンパの製造方法及びスタンパ
【課題】簡略化した製造工程で、3次元構造パターンを有するスタンパを製造する方法を提供する。
【解決手段】基板上にネガ型感放射線性組成物を塗布し、前記ネガ型感放射線性組成物由来の第1被膜を形成する工程と、前記第1被膜を露光し、露光された前記第1被膜を現像し、第1パターンを形成する工程と、前記第1パターン上に、前記ネガ型感放射線性組成物を塗布し、第2被膜を形成する工程と、前記第2被膜を露光し、露光された前記第2被膜を現像し、第2パターンを形成する工程と、前記第1パターン及び前記第2パターンに、加熱及びエネルギー線照射から選ばれる少なくとも1種の硬化処理を施す工程と、を備える。
(もっと読む)
極薄成形品の成形金型および成形方法
【課題】極薄成形品を成形する際に、キャビティの他端部まで溶融樹脂を良好に充填でき、極薄成形品を良好な状態で成形することができる極薄成形品の成形金型および成形方法を提供する。
【解決手段】固定金型13と可動金型12の間にキャビティ14が配設され、該キャビティ14の端部にゲートP3が設けられた極薄成形品Pの成形金型11において、ゲート隣接部P4から最遠方の他端部P5までの流動長寸法Lに対する板厚寸法Tが0.2%〜0.5%の極薄成形品Pを成形可能なキャビティ14が設けられ、前記キャビティ14またはランナP2を形成するブロック18,22,39,42の表面側には該ブロック18,22,39,42の母材よりも熱伝導率が低い断熱層51,57が形成され、断熱層51,57の表面側には該断熱層51,57よりも熱伝導率が高い保熱層52,58が形成されている。
(もっと読む)
射出成形用の熱制御金型及びその製造方法
【課題】形状に厚肉部や薄肉部といった凹凸のある成形部品の射出成形時に、金型温度を従来よりも下げつつ、かつ、溶融樹脂に対する冷却速度を容易に均一にすることによって、転写性及び成形サイクルのタクトを向上させることができる熱制御金型の構造を工夫することであり、また上記熱制御金型の製造方法を提供する。
【解決手段】第1金属層A1と第2金属層A2の間に、前記金属層よりも低熱伝導の熱制御層を挟んだ構造を有する射出成形用の熱制御金型A,Bであって、射出成形装置に装着される第1金属層上に熱制御金型A,Bの転写用凹形状又は凸形状に準じる凹形状部又は凸形状部を有し、上記熱制御金型A,Bの第1金属層上に、低熱伝導耐熱樹脂30のワニスを塗布して形成された熱制御層があり、上記熱制御層の表面に導電層40を介して第2金属層が積層されており、上記第2金属層の樹脂成形面が凹形状又は凸形状の転写面であること。
(もっと読む)
成形用金型
【課題】金型の補修が容易で、構造が簡略で安価であり、且つ、嵌合隙間より成形空間内のガスの漏れ出しや樹脂成形材料の漏れ出しを最少化することのできる半押し込み構造の成形用金型を提供すること。
【解決手段】成形空間を有した状態で、嵌合自在に構成した固定型と可動型とからなる半押し込み構造の成形用金型であって、嵌合時に嵌合位置となる前記固定型又は可動型のいずれか一方の型部材と一体で形成した部位に低温溶融金属溶着を施した。
(もっと読む)
レンズ製造方法
【課題】レンズ上の段差構造を全域に亘って均一に高転写させることができるとともに、レンズの巨視的な表面形状を高精度にできるレンズ製造方法を提供すること。
【解決手段】キャビティCVの充填時の樹脂の射出率を1.2cm3/sec以上とするので、キャビティCVの全体にわたって輪帯状の段差構造に対応する微細構造SSに樹脂が十分入りきらない状態で固化することを防止できる。これにより、回折パターンFPの全体的な転写率低下とレンズ透過光量の低下とを抑えることができる。また、射出率を30cm3/sec以下とすることで、キャビティCV内を緩やかに充填して回折パターンFPの転写率が不均一に低下することを防止しつつ、レンズOLを巨視的に見た場合の表面形状精度を向上させることができる。
(もっと読む)
成形型
【課題】高い耐久性を有する成形型を提供する。
【解決手段】本発明の成形型10は、互いに開閉操作可能な第1金型20と第2金型30とを有し、両者の間に形成されたキャビティC内で成形品を成形する成形型であって、前記第1金型20は、金型本体22と、前記金型本体22のうち前記キャビティC側の表面を被覆する被覆層24とを有し、前記被覆層24は、前記成形品の成形面を形成している位置にのみ配置されており、前記第1金型20と前記第2金型30とを閉じたときには、前記第1金型20のうち前記被覆層24は前記第2金型30と非接触であり、前記金型本体22が前記第2金型30と接触していることを特徴とする。
(もっと読む)
1 - 20 / 54
[ Back to top ]