
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
21 - 40 / 844
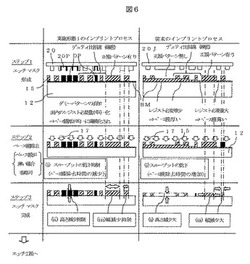
スタンパ、インプリント装置並びに処理製品製造装置及び処理製品製造方法
【課題】
本発明は、ベース膜厚のバラツキを低減できるスタンパ又はインプリント装置、精度のよい微細パターンを形成できる処理製品製造装置又は処理製品製造方法を提供することにある。
【解決手段】
本発明は、スタンパ又は前記スタンパを用いてインプリントするインプリント装置又は前記インプリントによって処理製品を製造する処理製品製造装置又は処理製品製造方法において、前記スタンパは前記処理製品として機能を果たす正規パターンが必要とする深さ以上のダミー部分の深さを備えるダミーパターンを有する。
(もっと読む)
ボスの支持構造

【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
射出成形用金型、及び成形品
【課題】製品機能を維持した上で、所望の形状に成形することが可能な射出成形用金型、及び成形品を提供する。
【解決手段】キャビティCは、筒部を成形するための筒状の第1キャビティ31と、第1キャビティ31における軸方向一端側に連通し、フランジ部を成形するための環状の第2キャビティ32と、を有し、第2キャビティ32は、型板22,23のうち、可動側型板23に形成された可動側凹部41と、固定側型板22の上面24と、で画成され、固定側型板22の上面24において、内周部分には、可動側凹部41内に向けて突出するとともに、第1キャビティ31の全周を取り囲む突出成形部51が形成されていることを特徴とする。
(もっと読む)
射出成形体
【課題】 ウェルドに起因して生ずる、強度上あるいは外観上の問題の発生を抑制する。
【解決手段】 合成樹脂の射出成形により形成された射出成形体1において、射出成の板状部は、射出成形時に溶融樹脂が合流する線状領域Sを含む。板状部には、対をなす凹部3,4が、前記線状領域Sを挟むように設けられ、対をなす凹部3,4のうち、一方3は板状部の表側面に、他方4は板状部の裏側面に設けられる。対をなす凹部3,4は線状領域Sの長さ方向の一部にのみ設けられ、線状領域Sには対をなす凹部3,4が設けられていない部分があることが好ましい。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
フレネルレンズおよび照明器具
【課題】入射光量に対する出射光量の比としての射出効率を低下させることなく、金型の製作を容易にできるとともに、射出成形時に離型し易く、製品良品率の高い樹脂製のフレネルレンズを提供する。
【解決手段】プリズム4の高さをh、プリズムの頂点部の半径をr、フレネルレンズ1の光学機能を有する有効径をD、有効径Dの範囲に含まれるプリズムの数をNとする。この場合以下の式(1)で示されるkの値を0.04〜0.38とする。これによって、フレネルレンズの入射光に対する出射光の比率を示す射出効率を必要十分な状態に維持できる。さらに、金型の製造が容易で、かつ、成形されたフレネルレンズの離型が容易になる。また成形されたフレネルレンズの品質を安定させることができる。 (もっと読む)
(もっと読む)
貼り合わせブロー成形体及びその製造方法
【課題】一方の壁から他方の壁に達する補強用リブが形成された2重壁ブロー成形体の前記一方の壁の表面に表皮シートを貼り合わせた貼り合わせブロー成形体において、表皮シートがブロー成形体の表面に均一に広がり、かつブロー成形体が表皮シートの間から露出しないようにして、外観性を改善する。
【解決手段】補強用リブが内側に溝を有する凹状リブ15であり、凹状リブ15は長さ方向に沿って交互に形成された第1リブ17と第2リブ18からなる。第1リブ17の先端は壁14の内側に溶着している。表皮シート12は、凹状リブ15の溝(第1リブ17の溝23,第2リブ18の溝27)内に入り込み、溝の両壁に貼り合わされている。表皮シート12は、第1リブ17の溝23の箇所では溝23の長さ方向に沿って切れ目32が形成されている。第2リブ18の溝27の箇所では表皮シート12に切れ目29がなくつながっている。
(もっと読む)
成形面加工用パンチ工具、マイクロレンズアレイ用成形型の製造方法、マイクロレンズアレイ用成形型及びマイクロレンズアレイ
【課題】レンズ面が平滑なマイクロレンズアレイを製造するにあたって、その成形型の加工時間を短縮し、加工コストの低減、を達成できるパンチ工具を提供する。
【解決手段】押圧面の表面粗さRaが0.15μm未満であるパンチ工具1。このパンチ工具1は、載置台12の上に固定された板状の型母材30の表面にレンズ成形面を形成するために、押圧手段13により上下動させて、その押圧面を転写させる成形型の製造装置11に適用でき、成形面の平滑な成形型を短時間、かつ、低コストで製造できる。
(もっと読む)
車両用ドアハンドル及び車両用ドアハンドルの製造方法
【課題】本発明の課題は、中空部を設けた車両用ドアハンドルを形成する場合に、ガス注入口部分の貫通孔を塞ぐために別部品を別工程で取付ける必要がなく、同一金型内にて貫通孔を塞ぐことができ、安価で丈夫な車両用ドアハンドル及び車両用ドアハンドルの製造方法を提供することにある。
【解決手段】封止工程では、ガス注入工程と同一の金型内でガス30注入と同一の位置から貫通孔14を封止するための封止樹脂21が注入される。この封止樹脂21を注入することで、ガス30注入のための貫通孔14を塞ぐことができる。このとき、貫通孔14を封止するための封止樹脂21の注入量は、中空部17側の開口縁の周辺17aまで回り込むだけの量が注入される。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 突起体の付加により加硫工程におけるサイドウォール部のエア溜まりを効果的に抑制して加硫故障を低減すると共に、その突起体を装飾物として活用することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】 タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のサイドウォール部2の外面に、サイドウォール部2の表面から突出して互いに交差するように結合された複数本の帯状突起部9aを含み、かつ各帯状突起部9の高さを末端側に向かって徐々に小さくした複数の突起体9を形成し、これら突起体9をタイヤ周上の異なる位置に配置する。
(もっと読む)
鉛蓄電池用電槽蓋
【課題】簡単にヒケの発生を防止できる鉛蓄電池用電槽蓋を提供すること。
【解決手段】金型によって成形される電槽蓋3において、金型の抜き方向に沿って延びる電槽蓋3の第1側面部34の内面34Aに間隔Lをあけて複数の突部45,45を一体に成形した。
(もっと読む)
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
軸筒および軸筒の成形方法
【課題】把持位置の異なるあらゆるユーザに対し、軸筒の良好な使用感を与える。
【解決手段】軸筒の成形方法は、一次成形によって軸筒本体10を形成する第1の工程と、二次成形によって軸筒本体10の外周面に、軸方向に延在するグリップ20を装着する第2の工程とを含む。第2の工程では、軸筒本体10の先端部を保持するように金型部材41を配置して、金型部材41で、軸筒本体10の軸方向先端部を覆うようなキャビティー44の一部を形成し、キャビティー44に成形材料を供給してグリップ20を形成する。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
金型の加工方法、金型及び光ピックアップ装置用の光学素子
【課題】例えばBD/DVD/CDの3種類の光ディスク互換用の対物レンズ等の光学素子を成形する金型であって、光学素子の効率低下を極力抑えることができる金型の加工方法、加工された金型、及び金型から転写された光学素子を提供する。
【解決手段】直線状の第1の縁部と該第1の縁部に交差する方向に延在する第2の縁部とから少なくとも一部が輪郭づけられるすくい面を備えた工具にて、前記第1の縁部を回転軸線に対して傾けてセットした工具により前記素材を切削することにより、前記第1の縁部により切削された第1の周面が回転軸線と平行になるので、かかる金型を用いて光学素子を転写すれば、前記第1の周面が光軸と平行にできる。
(もっと読む)
車両用シートパッドの製造方法
【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
マイクロレンズアレイ成形型の作製方法およびマイクロレンズアレイ成形型
【課題】マイクロレンズアレイ成形型の作製コストを削減することができると共に、マイクロレンズアレイ成形型によって成形されるマイクロレンズアレイの精度を向上させる。
【解決手段】複数のレンズ部16を有するマイクロレンズアレイ15を成形するマイクロレンズアレイ成形型14の作製方法であって、マイクロレンズアレイ成形型14を構成する型基板11の平坦面11aに溝部12を形成する溝形成工程と、溝部12により区画形成される区画平面11bにレンズ部16を成形するための凹状のレンズ型部13を形成するレンズ型部形成工程と、を有する。
(もっと読む)
熱反応型レジスト材料、それを用いた熱リソグラフィ用積層体及びそれらを用いたモールドの製造方法
【課題】溝深さが深いパターンを形成するためのフロン系ガスのドライエッチングに対して高い耐性をもつ熱反応型レジスト材料、それを用いた熱リソグラフィ用積層体及びそれらを用いたモールドの製造方法を提供すること。
【解決手段】本発明の熱反応型レジスト材料は、フロン系ガスを用いたドライエッチングに用いる熱反応型レジスト材料であって、主要フッ化物の沸点が200℃以上である元素を少なくとも1種類含んでおり、分解性酸化物材料、分解性窒化物材料、分解性炭化物材料、分解性炭酸化物材料、分解性硫化物材料、分解性セレン化物材料のいずれかを含有することを特徴とする。
(もっと読む)
車輌用灯具
【課題】 固定型の車輌用部品に対する抜き勾配を大きくすることなく車輌用部品の良好な成形状態を確保する。
【解決手段】 鏡面加工部201及び半光沢面加工部202を有する固定型200と固定型に対して移動される可動型300とによって形成されたキャビティー500に充填された溶融樹脂600が冷却されて成形される車輌用部品9を備え、車輌用部品に鏡面加工部によって形成される鏡面12aを有する鏡面形成部12と半光沢面加工部によって形成される半光沢面13aを有する半光沢面形成部13とが設けられ、車輌用部品における鏡面と半光沢面の間に段差面14が形成されて半光沢面形成部が鏡面形成部より固定型側に突出されるようにした。
(もっと読む)
反射体付基板の製造方法及び製造装置
【課題】反射体付基板を製造する際に環境に与える負荷を抑制して、反射体付基板を安価に製造する。
【解決手段】上型46の下面に基板本体2を固定し、キャビティ50を流動性樹脂51によって満たされた状態にし、上型46と下型47とを型締めして基板本体2の所定の面を流動性樹脂51に浸漬し、流動性樹脂51を硬化させて硬化樹脂53を形成し、上型46と下型47とを型開きし、成形済基板52を上型46から取り外す。下型47には基板本体2の領域4にそれぞれ対応する領域が設けられ、キャビティ50には複数の凹部48と複数の凹部48同士を連通する空間49とが設けられる。複数の凹部48において硬化樹脂53からなる反射体54を形成するとともに空間49において硬化樹脂53からなる薄肉部55を形成し、成形済基板52から薄肉部55を除去する。
(もっと読む)
21 - 40 / 844
[ Back to top ]