
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
121 - 140 / 844
樹脂成形用金型及び光ピックアップ装置用対物レンズ並びに光学素子製造方法
【課題】対物レンズを構成する2つの光学機能面の芯ズレを抑えることができ、安定した
性能を有した光ピックアップ装置用対物レンズを得る。
【解決手段】光学機能部とフランジ部が形成され光学機能部のNA値が0.7以上の光学
素子を製造する樹脂成形用金型において、金型は、型開き状態で光学素子が残る第1の金
型部と、型開き状態で光学素子が残らない第2の金型部とを有し、第1の金型部に、フラ
ンジ部を突き出して第1の金型部から光学素子を離型させる突き出し部を設けた樹脂成形
用金型とする。
(もっと読む)
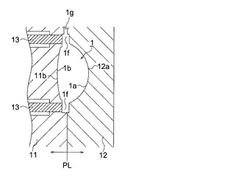
シートパッド及びその製造方法

【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
キャビティとコア交換式の発泡フォーム成形金型
【課題】キャビティとコア交換式の発泡フォーム金型を提供すること。
【解決手段】本発明は、固定金型と、前記固定金型方向に水平移送され、型合せされる移動金型とからなり、成形機に着脱する金型において、前記移動金型の前記固定金型に対向する一側面に着脱可能に結合する一つ以上のキャビティと、前記固定金型の前記移動金型に対向する一側面に着脱可能に結合する一つ以上のコアと、前記移動金型に設けられ、前記移動金型と前記固定金型が型合せされる際、前記キャビティと前記コアの間に形成される成形空間に成形品の原料を供給する原料注入器と、前記移動金型に設けられ、前記成形空間で成形された成形品を前記キャビティから分離するための取り出し手段とを含む。
(もっと読む)
電動工具
【課題】装飾性を高めた電動工具を提供する。
【解決手段】モータを収容する本体ハウジングの前方に、駆動機構を収容する金属製の前ハウジングを組み付け、前ハウジングの先端から出力軸を突出させる一方、前ハウジングの外周を、合成樹脂製で筒状の透明カバー30で保護する電動工具であって、透明カバーの内表面に装飾模様61を形成した。装飾模様は、内表面R1〜R4に形成された凹凸形状である。
(もっと読む)
防振ゴムの製造方法
【課題】防振ゴムの製造方法において、外筒体の筒軸方向両端面へのゴムの侵入を抑え、且つ、ゴム弾性体の耐久性を向上させる。
【解決手段】第1パイプ部材23及び第1外筒体13と、これらの間に成形された第1ゴム弾性体33とを備えたトルクロッド1の製造方法である。第1ゴム弾性体33を加硫成形する際、下型71及び上型81に形成された、第1外筒体13の筒軸方向の端面13cと非平行な押圧部81aを、当該第1外筒体13の開口部の内周エッジに押し当てて、当該内周エッジを面取りすることにより、当該第1外筒体13の筒軸方向の端面13cへのゴムの侵入を抑え、且つ、第1外筒体13の筒軸方向の端面13cと第1ゴム弾性体33の外周縁における筒軸方向端53bとの間に段差を設ける。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、取付構造とを提供する。
【解決手段】クリップ10は、被取付部材に設けられたクリップ係止用突起が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起が係合する係合部15とを備えている。クリップ本体11の先端側に、該クリップ本体11の外周面から放射方向に張り出すアンカー部13が設けられている。クリップ10は、少なくともクリップ本体11の先端側及びアンカー部13が発泡成形体に埋設されるようにして該発泡成形体と一体化される。クリップ本体11又はアンカー部13には、発泡成形体の発泡成形時に該発泡成形体の発泡成形材料が該アンカー部13を乗り越えるよりもクリップ本体11の先端側から外周側へ流動し易い易流動部が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の先端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面に、複数個の突起部17が設けられている。
(もっと読む)
カバー部材
【課題】比較的大型となる電子機器の筐体に適用する場合にも、成形コストの低減を図ること。
【解決手段】電子部品Eを搭載したベース部材10を覆うことにより、ベース部材10との間に電子部品Eを収容するための筐体1を構成するカバー部材20であって、予め基準壁部21に開口21Aaを設けた状態で射出成形した枠部21Aと、基準壁部21の開口21Aaを覆う態様で枠部21Aに取り付けた蓋部21Bとを備えてカバー部材20を構成している。
(もっと読む)
金型の製造方法及び金型の製造装置
【課題】加工範囲が金型母体の加工対象面積より狭くても、汎用の加工装置で金型母体の加工を行うことができる金型の製造方法を提供する。
【解決手段】金型の製造方法は、金型母体200の被加工面に複数のアライメントマーク144を形成する工程と、金型母体200の被加工領域を切削装置の加工範囲210以下の大きさの複数の領域202,204,206,208に分割し、この分割された領域単位で金型母体200を切削装置の加工範囲210に対して相対的に移動させ、各領域の金型母体200を加工する工程と、を備え、複数のアライメントマーク144のうち少なくとも2つが前記相対移動前後で切削装置の加工範囲210に含まれている。
(もっと読む)
蓄電池用液栓、及びその形成方法
【課題】蓄電池用の液栓本体と防爆用のフィルタとを一体化することで、製造工程を簡略化して製造効率を上げる蓄電池用液栓等を提供する。
【解決手段】外周面に螺子部3aを有し、鉛蓄電池の液口に螺子部3aを螺嵌する筒状体3と、筒状体3の上部に覆設され、少なくとも鉛蓄電池内部に発生する気体の排気を行う排気孔2aを有する液栓頭部2とを有する液栓本体4と、液栓本体4の内部に、連続発泡で形成されるフィルタ5とを備え、液栓本体4の少なくとも外表面が、発泡体のスキン層6で形成され、フィルタ5における連続発泡が、発泡体の発泡層で形成される。
(もっと読む)
樹脂製電池ケースの成形方法
【課題】バリアフィルムをインサートした電池ケースの成形方法において、薄肉部にインサートされたバリアフィルムにめくれや皺を発生させないことによりガスバリア性能の低下を防ぎ、併せてこの薄肉部において樹脂が会合してウエルドラインが発生して強度が低下するのを防ぐ。
【解決手段】キャビティ13の厚肉成形部13aに可動入子18、18aを組み付けて樹脂を注入する際、この可動入子18、18aを前進させて厚肉成形部13a側に流動する樹脂を制御して薄肉成形部13b側への樹脂の流動を先行させる。次に可動入子18、18aを後退させて厚肉成形部13a側に樹脂を流動させる。このことにより、周囲の厚肉成形部13a内を先行した樹脂圧によりインサートしたバリアフィルムにめくれや皺を発生させず、樹脂がバリアフィルム4の表面に流出して付着したり、ケース1の薄肉部2にウエルドラインを発生させない。
(もっと読む)
射出成形方法、及び射出成形型
【課題】光沢ムラの抑制を図り得る射出成形方法、及び射出成形型を提供する。
【解決手段】射出成形方法は、溶融樹脂を射出成形型12内に射出し、異なる樹脂流F1、F2同士を合流させて射出成形型内に溶融樹脂を充填する充填工程S2を有し、充填工程において、一の樹脂流の流動先端FF1及び他の樹脂流の流動先端FF2の各々は、一の樹脂流の流動方向と交差して配置された一の傾斜面130、及び他の樹脂流の流動方向と交差して配置された他の傾斜面131によって、流動先端同士の間で合流時に形成される会合角βが広がるように流動しながら案内される。
(もっと読む)
成形品組立体製造装置
【課題】複数の成形品を成形した後、成形品が互いに連結されるまでの間、成形品の姿勢を所定の姿勢に確実に維持する装置を提供する。
【解決手段】第1成形型52Hを使用して第1成形品12を成形すると共に第2成形型51Uを使用して第2成形品11Uを成形し、その後、第1成形型に第1成形品を保持させた状態で第1成形品の一部を露出させると共に第2成形型に第2成形品を保持させた状態で第2成形品の一部を露出させ、第1成形型に対して第2成形型を移動させて第1成形品に第2成形品を連結させることによって複数の成形品からなる組立体を製造する成形品組立体製造装置に関する。第2成形品の成形時に第2成形品の外形を規定する壁面として第2成形型が第2抜出可能方向に対して垂直な方向に第2成形品外周壁面を一周するように延在する第2成形品包囲壁を有する。
(もっと読む)
成形品を成形するための成形装置
【課題】第1成形型と第2成形型とを具備し、これら成形型を組み合わせて1つの成形品を成形する成形装置を提供する。
【解決手段】成形品を成形した後、第1成形型に成形品を把持させた状態で第2成形型を第1成形型から離れるように移動させ、その後、第1成形型に把持されている成形品を第1成形型から押し出すことによって成形品を成形装置50から排出する成形装置50に関するもので、成形品の成形時に第1成形型に把持される成形品の部分に成形品を第1成形型から押し出す方向に延在するリブ20が形成される。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
光学素子の成形用金型、及び光学素子及びその製造方法
【課題】反射防止構造が形成された自由曲面を有する光学素子を短い工程で精度良く製造する方法及びそれにより得られる光学素子を提供する
【解決手段】基材2の光学表面に反射防止構造31が設けられた自由曲面を有する部材3を形成して光学素子1を製造する方法であって、巨視的には自由曲面の反転形状を有し、微視的には反射防止構造31の反転形状を有する成形面を有する金型40を用いて、部材3の表面を自由曲面形状に成形すると同時に、部材3の表面に反射防止構造31を形成することを特徴とする方法。
(もっと読む)
121 - 140 / 844
[ Back to top ]