
Fターム[4F202CK13]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 型抜きのための(←離型のための) (317)
Fターム[4F202CK13]に分類される特許
1 - 20 / 317
曲管製造方法及びその装置
型、型押し機、型押し品の製造方法
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
パターン成形型及びその製造方法

【課題】加工時間が短く、工具としての寿命が長く、像形成品質が高いパターン形成型及びその製造方法を提供すること。
【解決手段】本発明に係るパターン成形型は、被加工材の表面に、凹凸を有するパターンを転写するパターン成形型であって、基材1と、基材1に中間層2、3を介して接合されたDLCパターン層4bとで構成され、基材1が、剛性を有する金属、セラミックス、又はガラスであり、中間層2、3が、基材1及びDLCパターン層4bとの接合性を提供し、かつ、DLCパターン層4bに比べ、エッチングレートが小さい層であり、DLCパターン層4bに、被加工材の表面に転写するパターンが形成されている。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
金型構造及び成形装置
【課題】 発泡体を押し出して金型から離脱させるために従来必要であった押出ピンを不要にすることができる雄金型、金型構造、及び成形装置を提供する。
【解決手段】 成形装置は、凹状に形成される雌金型11と、雌金型11と接離することにより、雌金型11とで発泡体Xを成形する凸状の雄金型21とを有する金型構造を備える。そして、雄金型21は、発泡体Xを成形する際に雌金型11の内部に配置される凸部311を有する凸金型31と、凸部311よりも外側に配置され、発泡体Xを成形する際に凸金型31と雌金型11との間を閉塞する蓋金型41とを備え、凸金型31は、外側から凸部311に嵌着する発泡体Xを蓋金型41に係止させることで凸部311から離脱させるべく、蓋金型41よりも雌金型11から離反するように、蓋金型41に対して変位可能に構成されることを特徴とする。
(もっと読む)
反射防止フィルム製造用金型の製造方法
【課題】均一かつ高精細なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び反射防止フィルム製造用金型の製造方法を提供する
【解決手段】反射防止フィルム製造用金型100は、ステンレス鋼により形成される基材部110と、基材部上に層状に形成された中間部130と、アルミニウムにより形成され表面に可視光領域の光の波長よりも短い周期で配列された凹状の複数の微細孔121を有する酸化皮膜を有する賦形部120とを備え、微細孔が開口部から底部に向かってその径が小さくなるテーパー形状を有するものとした。反射防止フィルム製造用金型の製造方法は、中間部形成工程と、アルミニウム層形成工程と、微細孔形成工程とを有し、微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングを行う第2エッチング工程とを備え、これらの工程を順次繰り返すものとした。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
芯体、管状体の製造方法
【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
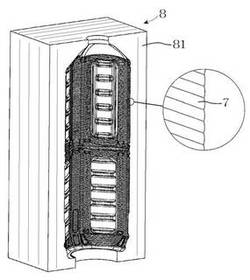
インプリント用モールド及びその製造方法並びに樹脂成形品またはガラス成形品の製造方法。
【課題】モールドにおける剥離層の形成やモールド表面のメンテナンスが不要であるインプリント用モールド及びその製造方法並びに樹脂成形品またはガラス成形品の製造方法を提供することを課題とする。
【解決手段】表面に凹部2と凸部3とを有するインプリント用モールド1であって、凸部3または凹部2の側面5には凸部3の頂面4側から凹部2の底面6側へ向けて溝7が設けられているインプリント用モールド1とする。また、インプリント用モールド1の製造方法については、乾式エッチング方法、湿式エッチング方法、乾式エッチング方法と湿式エッチング方法とを併用する混合エッチング方法のいずれか一の方法によりインプリント用モールド1母材をエッチングする第1の工程と、第1の工程の後にガスクラスターイオンビームをインプリント用モールド1母材へ照射する第2の工程と、を含むインプリント用モールド1の製造方法とする。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】離型のためにコア部を突き出して成形品を取り出す際に、フランジ端面の機能を保ちつつ、光学面の変形や傷を低減できる光学素子の製造方法を提供すること。
【解決手段】型開き工程において、比較的浅い第2光学面OS2を成形する第2金型42にレンズ10を残しており、第2金型42の型開き後の突き出し工程とその後の成形品取り出し工程とにおいて、レンズ10に設けられたゲート部GPが変形することを防ぐことができる。また、第1光学面OS1を成形する第1金型41を型開き時にレンズ10が残らない金型とするため、第1金型41によって形成されるフランジ部12の部分厚さが小さくなることで第1転写面S1とパーティング面PS1との距離が比較的近くなり、第1転写面S1からエアが抜けやすくなる。以上により、レンズ10の外観不良を低減し、高精度なレンズ10を製造することができる。
(もっと読む)
成形金型
【課題】成形品のアンダーカット部における成形品質を向上することができる成形金型を提供する。
【解決手段】可動型11におけるアンダーカット部20の成形面11a上には、脱型コア12の移動方向に向かって次第に浅くなる凹状部13を形成し、この凹状部13によってアンダーカット部20に形成された凸状部14との係合により、脱型コア12の移動方向に対する直交方向でのバンパー21の移動を規制するように構成した。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
樹脂成形装置および樹脂成形方法
【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、誘電体樹脂に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、誘電体樹脂に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型2を移動させる支持装置6と、転写面1a上に供給された誘電体樹脂を加熱することにより樹脂成形物を成形する加熱装置3と、成形金型1と成形金型2との間に直流電圧を印加することにより電界を形成する直流電源4と、前記電界の方向を、成形金型1から成形金型2に向かう方向と、成形金型2から成形金型1に向かう方向との間で切り替えるスイッチ5a〜5dとを備える。
(もっと読む)
ナノインプリント用離型処理方法および離型膜
【課題】 ナノインプリントリソグラフィーにおいて従来使用されているF-SAMと遜色ない離型性を有し、耐久性の点でさらにすぐれている離型処理方法および離型膜を提供する。
【解決手段】 ナノインプリント用モールドの表面に設ける離型膜として、ポリジメチルシロキサン(PDMS)薄膜を使用する。上記のポリジメチルシロキサン薄膜は、ポリジメチルシロキサンの片側末端にシランカップリング基が結合した化合物を用いてモールド表面に成膜するのが好ましい。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
金型構造及び当該金型構造を用いた注型成形方法
【課題】成形体のセッティング時の擦り疵の発生を抑制した表面型の金型構造及びそれを用いた注型成形方法を提供する。
【解決手段】この課題を解決するために、成形体3の裏面3b側に樹脂層4を注型成形する際に、予め成形された当該成形体3をセッティングする表面型21において、当該表面型21が前記成形体3の表面3a側を保持する保持面21aを有し、前記セッティング時の前記表面3aと前記保持面21aとの擦れを抑制する表面擦り疵抑制部材40を前記保持面21aに設けた。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
樹脂モールド金型及びその加工方法
【課題】グリーン樹脂のような金型との密着性の高い樹脂を使用した場合でも、離形性の良い樹脂モールド金型及びその加工方法を提供する。
【解決手段】モールド金型12のキャビティ12aの底面を含む金型面にレーザー光をフォーカスしながら照射し、照射位置を移動しながら微細な溝13を多数形成して当該多数の溝13を含む滑面を形成する工程を含む。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
1 - 20 / 317
[ Back to top ]