
Fターム[4F202CK15]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 材料の均一充填のための (445)
Fターム[4F202CK15]に分類される特許
1 - 20 / 445
成形装置
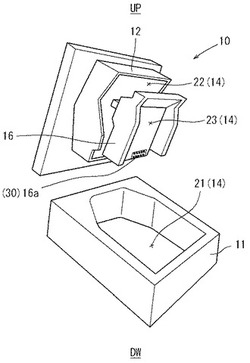
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
発泡成形体の製造方法

【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、開口を有するものであっても、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくすること。
【解決手段】ゲート26Aからのキャビティ24内への溶融した合成樹脂30の注入量が増大して来ると、ゲート26Aに面する開口形成体25A、25Bの裏方に配向ライン27A2、27B2が形成される。配向ライン27A2、27B2が発生した後で、保圧が開始される前に、昇降ピン28A、28Bがキャビティ24内に進入した後、可動金型23のキャビティ形成面と同じ面一となる位置に戻る。この上昇の際に、配向ライン27A2、27B2は斜めに変形し、下降により配向ライン27A2、27B2近傍の合成樹脂30内には空間S1が形成され、ゲート26Aからの更なる合成樹脂30の射出により、配向ライン27A2、27B2近傍の合成樹脂30を空間S1内に埋めるように押し流す。
(もっと読む)
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法
【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
軸受用樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】ウェルド部における強度を改善しつつ、樹脂溜まりと周方向にオーバーラップする位置においても強度を維持することが可能な軸受用樹脂製保持器を提供する。
【解決手段】キャビティ40の内周側周縁部44には、キャビティ40内のウェルド部Wが形成される位置と周方向にオーバーラップする位置に設けられ、ウェルド部Wが形成された後に溶融樹脂が流入する第3樹脂溜まり80と、第3樹脂溜まり80から周方向にオフセットした位置に設けられ、当該第3樹脂溜まり80に溶融樹脂が充填された後に溶融樹脂が流入する第1樹脂溜まり60と、第1及び第3樹脂溜まり60、80から周方向にオフセットした位置に設けられ、第1樹脂溜まり60に溶融樹脂が充填された後に溶融樹脂が流入する第2樹脂溜まり70と、が設けられている
(もっと読む)
薄板の射出プレス成形方法および薄板の射出プレス成形装置
【課題】成形金型等が熱膨張の影響を受けた場合にも、正確なアプローチ位置に可動金型を停止でき、良好な射出プレス成形を実施可能な薄板の射出プレス成形方法および薄板の射出プレス成形装置を提供する。
【解決手段】固定金型19と可動金型22の間に圧縮可能なキャビティ67が形成されるアプローチ位置Fに可動盤21を停止させ、前記キャビティ67に射出された溶融樹脂を可動盤67を前進させて圧縮する薄板の射出プレス成形において、前記アプローチ位置Fへの可動盤21の位置決め制御は、型閉方向に可動盤21を移動させ、最大型締力以下の設定型締力aが検出されたオフセット位置Eにて可動盤21を停止して制御原点0を補正し、前記オフセット位置Eから設定値a分だけ型開方向に移動させる。
(もっと読む)
樹脂射出成形品とその射出成形方法
【課題】射出ゲート周辺における強度ムラがより確実に抑制されており、熱負荷に対する耐久性も高い樹脂射出成形品を提供する。
【解決手段】溶融樹脂が射出される射出ゲート22に臨み、該射出ゲート22を中心として同心状に形成された、他の部位より厚肉な凸部11を有する樹脂射出成形品であって、凸部22の周壁は末広がりな斜面となっており、凸部22の周壁のうち少なくとも裾部が、周壁全体が平坦斜面である場合よりも外方へ拡がるように湾曲した曲面部とされている。曲面部の曲率半径は、0より大きく凸部22の高さ以下とする。
(もっと読む)
タイヤ加硫装置
【課題】ラグ部材の嵌め込み忘れを確実に防止するとともに、嵌め込み姿勢を適正化し、常に安定した形状のタイヤを精度よく得ることが可能なタイヤ加硫装置を提供する。
【解決手段】加硫済みのラグ部材が嵌め込まれる複数の凹部を有する金型と、該金型における複数の凹部に対応して埋設され、各凹部に嵌め込まれるラグ部材の表面と接触する受圧部が凹部を形成する表面から凹部内に突出し、受圧部の受圧動作により検出信号を出力する検出センサーとを備えた構成とした。
(もっと読む)
射出成形方法
【課題】多点ゲート方式にて射出成形を行うにあたって、二方向から溶融樹脂材料が流入する場合であってもウエルドの発生を抑制するとともに、仮にそのウエルドの発生が不可避であっても当該ウエルドを目立ちにくいものとする。
【解決手段】バンパーフェイシアBfのバンパーサイド部Sbにはモール溝Mが延在していて、そのモール溝Mの底部に開口部としての複数の係合溝Hが間歇的または不連続で形成されている。バンパーサイド部Sbの成形に際して、矢印D方向からの溶融樹脂材料の流入をもってモール溝Mの末端まで回り込ませるものとする。その後にサイドゲート21から溶融樹脂材料を流入させる。これにより、モール溝mまたはその近傍でのウエルドの発生を抑制する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、成形品の意匠面に残るバルブピンの先端部による押圧跡の形成を抑制して光学的な悪影響を与えることが少ない意匠面を可能にするバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズの意匠面の部分を成形する成形金型のキャビティ55の意匠面形成領域56を、金型の型開き方向の垂直面方向に対して所定の角度で傾斜した状態に形成し、この意匠面形成領域56にバルブゲート60を配設すると共にバルブゲート60のゲート部61の筒内65に挿脱して溶融樹脂の流路を閉開するバルブピン65の挿脱方向を成形金型の型開き方向と同一方向とした。バルブピン65は先端部69の形状を凸球状又は凸円錐状とすると共に先端面70を複数の凹部と凸部で構成する凹凸面とした。
(もっと読む)
広口チューブ体容器と成形方法と成形装置
【課題】 本発明は、インモールド材の端の各部分とゲートとの距離の差が大きい場合でも、インモールド材の端のカール部に対して成形樹脂の圧力を設定した方向から作用するようにし、もってインモールド材の端のカール部への湾曲成形を確実に達成することを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、底部8の成形空間のカール部端縁2cに対向した部分に規制堰片21を設けて、成形樹脂Sの流動に対して規制域Kを形成し、この規制域Kの規制作用により、胴部2の下端に対して成形樹脂Sの圧力が外側から作用するようにして、カール部2bの確実な湾曲成形を得る。
(もっと読む)
樹脂封止方法
【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
軸受用樹脂製保持器、及びその製造方法
【課題】軸受用樹脂製保持器の十分な強度を必要とする部分においてウェルド部の形成を抑制し、且つ、ウェルド部の強度を向上することが可能な軸受用樹脂製保持器、及びその製造方法を提供することにある。
【解決手段】キャビティ40の外周側周縁部42又は内周側周縁部44には、キャビティ40内にウェルド部Wが形成される前に、溶解樹脂Gが流入する少なくとも1つの第1樹脂溜まり部60と、キャビティ40内にウェルド部Wが形成された後に、溶解樹脂Gが流入する少なくとも1つの第2樹脂溜まり部70と、が設けられる。第1樹脂溜まり部60は、該第1樹脂溜まり部60を設けない場合にキャビティ40内の前記ウェルド部が形成される位置W´ならびにゲート50と、周方向にラップしない位置においてキャビティ40の外周側周縁部42又は内周側周縁部44に設けられる。
(もっと読む)
モールド装置及びモールド方法
【課題】ゲートカットを容易に行うことができるとともに、キャビティ内に充填された溶融樹脂に保持圧力を掛けることができるモールド装置及びモールド方法を提供すること。
【解決手段】モールド10装置において、キャビティ型12は、樹脂射出部13に接続するスプル部31と、スプル部31から放射状に形成されたゲート溝32とを備え、キャビティ型12内に摺動可能に設けられたスライド型30を有し、樹脂射出部13は、スプル部31に接続して樹脂40をスプル部31及びゲート15を介してキャビティCに注入し、キャビティCへの樹脂40の充填が終了すると、スライド型30をコア型11側に押し込んでゲート15の形状をダイアフラム形状からゲート溝32により形成されるピンゲート形状に変更させる。
(もっと読む)
複合型光学素子の成形方法および型
【課題】型の光学有効部内に樹脂を不足なく充填し、型の外に樹脂があふれることを防ぐことができる複合型光学素子の成形方法を提供する。
【解決手段】複合型光学素子の樹脂層を成形するための光学有効部(格子)14と、前記光学有効部外において、同心円状に配置された2つの土手11、13と、土手11、13の間に配置された溝12と備えた型10を準備する。型10に樹脂を滴下し、基板を2つの土手11、13に突き当てながら加圧し、樹脂を硬化させた後、硬化した樹脂層と基板を一体として型から離脱させる。
(もっと読む)
射出成形用金型
【課題】キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにする。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
(もっと読む)
金型
【課題】残留応力等による変形の少ない金型を提供する。
【解決手段】本発明の金型10,100は、固定部20,120と、前記固定部20,120に対して相対移動可能で、前記固定部20,120に近接したときに、前記固定部20,120との間に成形品の材料となる液状樹脂が流入されるキャビティ10cを形成する可動部30,130と、前記可動部30,130を前記固定部20,120に対して押圧する押圧部7と、前記押圧部7によって前記可動部30,130が前記固定部20,120に対して押圧された状態で、前記キャビティ10cに前記液状樹脂が注入され、前記可動部30,130が前記固定部20,120から離れる方向に移動したときに、前記押圧部7の押圧力に抗して前記可動部30,130をその移動した位置に保持可能な保持部41,400と、を備えることを特徴とする。
(もっと読む)
1 - 20 / 445
[ Back to top ]