
Fターム[4F202CK17]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767)
Fターム[4F202CK17]の下位に属するFターム
Fターム[4F202CK17]に分類される特許
1 - 20 / 169
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
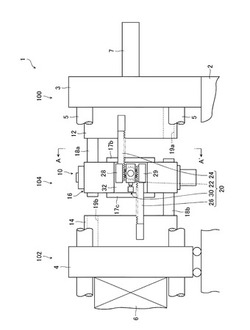
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形装置

【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置
【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
発泡成形品の製造方法、発泡成形品、および発泡成形用金型
【課題】 コアバック成形において形状制約が無く、通常成形同等の形状精度で加工出来、部品強度が落ちない事。
【解決手段】 パーティングを2つ設け、可動側型板を複数枚構成としコアバックを行う可動コア端面を部品端面肉厚内に設け、押切形状、食切形状部に、駆動ユニットを設ける。また、サブパーティング内にも駆動ユニットを設け、エジェクタープレートをリターンピンと駆動ユニットで挟む構造とする。
成形プロセスは、発泡性樹脂を充填後サブパーティングが所定量コアバック移動するが、押切駒、食切駒、傾斜コア、外スライドはコアバック方向に移動せず、コアバック前の位置を維持する。
部品形状はコアバック時の可動コアと非可動コアとで内部発泡構造を変え、部品端面部の発泡倍率を少なくし、部品端面部では可動コアが部品端面肉厚内で可動コアを内包するコアの抱き駒と接している為、コアバック動作後端面形状が所望のR形状となる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】厚肉又は棒状の樹脂成形品を寸法精度よく容易に製造可能な射出成形方法及び射出成形装置を提供する。
【解決手段】金型2とコア3との間に形成するキャビティ4に樹脂を射出し、満充填させた後、キャビティの内圧を所定の圧力以上に維持しながら、再度又は複数回、コアを後退させてキャビティを形成して樹脂を射出する。先にキャビティ内に充填された樹脂は金型に接している表面から順次凝固し、同時に、所定圧力下で新規な樹脂が連続的に補充され、凝固時の収縮によるヒケの発生を安定的に抑えることができる。これらの工程は、最終形状を形成するまで行われるため、厚肉等の樹脂成形品の寸法精度が著しく向上する。さらにコアを後退させることで、発泡剤を含有する樹脂内部での発泡を促進させる工程を組み合わせることもできる。また、さらにコアを前進させることで、発泡による過度の膨張を抑止し、製品密度を高める工程を組み合わせることもできる。
(もっと読む)
モールド金型及びこれを用いた樹脂モールド装置
【課題】ワークの厚みにばらつきが大きい場合にも、型締めバランスが安定し、フラッシュばりの生じない成形品質の高い薄型パッケージを量産できるモールド金型を提供する。
【解決手段】他方の金型3には、一方の金型2の可動クランパ6とワーク支持部14に載置されたワークWをクランプする際に、ワーク支持部14によりワーク板厚のばらつきを吸収して可動クランパ6に押し当てるくさび機構16が設けられている。
(もっと読む)
熱硬化性樹脂複合体の製造方法及び製造用金型
【課題】複数の熱硬化性樹脂成型体を鉛直方向に沿って延びる複合面で複合させた熱硬化性樹脂複合体であっても、複合面に変形や亀裂が生じにくく、複合面を成形する複合面成形金型の取り外しが容易な熱硬化性樹脂複合体の製造方法及び製造用金型を提供する。
【解決手段】複数の熱硬化性樹脂成型体1,2を鉛直方向に沿って延びる複合面3で複合させた熱硬化性樹脂複合体Cの製造方法であって、第1金型10の第1キャビティ14に第1樹脂原料液を注入し、加熱硬化させて第1成型体1を成形する工程と、複合面成形金型131,132を、第1樹脂原料液のタックフリータイム経過後、複合面3に対して平行以外の方向に取り外す工程と、複合面3との間に第2キャビティ21が形成されるように第2金型20を配置する工程と、第2キャビティ21に第2樹脂原料液を注入し、加熱硬化させて第2成型体2を成形すると同時に第1成型体1と複合させる工程とを備える。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
射出成形方法、射出成形金型
【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
金型、射出成形による熱可塑性樹脂封止電子基板の製造方法、及び熱可塑性樹脂封止電子基板
【課題】熱可塑性樹脂を用いる射出成形により電子基板を封止する際の、電子基板の変形、及び充填不良の発生を抑制できる金型、当該金型を用いる電子基板の封止方法、及び当該金型を用いる電子基板の封止方法により製造される熱可塑性樹脂封止電子基板を提供すること。
【解決手段】a)電子基板の前面側に設けられたゲート、b)電子基板の背面に誘導部を形成するための凹部I、c)ゲートと凹部Iとを連通する供給路、電子基板の表面において供給路及び凹部Iと連通される、電子基板の表面に誘導部よりも薄肉の被覆部を形成するための凹部II、及び、e)電子基板の背面側に設けられ、電子基板の背面に当接及び離間可能であり、電子基板の背面に当接して電子基板を支持する支持体を備える金型を用いて、電子基板を、熱可塑性樹脂を用いる射出成形により封止する。
(もっと読む)
ハニカム構造のリブを有する二重壁ブロー成形体及びブロー成形用金型
【課題】二重壁ブロー成形体の曲げ剛性を、特定方向だけでなく全方向的に向上させる。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブ3が形成され、リブ3は多数の6角筒状のセル壁7からなるハニカム構造を有する。リブ3は壁1から連続して壁2に向けて延びる2枚の板が密着したもので、いわゆる隠しリブである。セル壁の交差領域、すなわちセル壁の3面が交差する箇所及びその近傍に存在するリブ3aが、壁2の内面との間に隙間を有し、交差領域に挟まれた中間領域に存在するリブ3bが壁2の内面に溶着している。各セル壁により区画された二重壁内のセル空間が、前記隙間を通して互いに連通している。
(もっと読む)
カウンター用成形型
【課題】システムキッチンのそれぞれの規格に応じた樹脂成形品が成形できると共に、確実に製造コストを減縮できるカウンター用成形型を提供する。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティと、成型キャビティ内における樹脂が充填される領域を制限可能な調整手段10とを有する。調整手段10は、調整板12と保持部材11によって構成され、保持部材11を下型3に設置し当該保持部材11に調整板12を保持させて樹脂の充填領域を制限する。また、調整板12の大きさを変更することで、成形品の仕上がり長さを調節することができる。
(もっと読む)
圧縮成形金型および圧縮成形方法
【課題】圧縮成形時の樹脂流動を一定にする圧縮成形金型を提供する。
【解決手段】上下金型のうちの一方の金型が、中央に位置し、他方の金型面に対して接離可能に設けられた第1可動キャビティブロック16と、第1可動キャビティブロック16を同心状に囲み、前記他方の金型面に対して接離可能に設けられた1または複数のリング状の外周可動キャビティブロック18、20と、外周可動キャビティブロック18、20を同心状に囲むリング状のクランパ22と、第1可動キャビティブロック16、外周可動キャビティブロック18、20およびクランパ22によって囲まれるキャビティ23と、第1可動キャビティブロック16、および外周可動キャビティブロック18、20をそれぞれ独立して他方の金型に対して接離動させるアクチュエーターとを具備することを特徴とする。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
1 - 20 / 169
[ Back to top ]