
Fターム[4F202CK27]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 多種類用のための (215)
Fターム[4F202CK27]の下位に属するFターム
製品の識別コードを付与するもの (80)
Fターム[4F202CK27]に分類される特許
1 - 20 / 135
タイヤ加硫用ブラダ
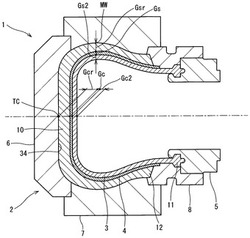
【課題】タイヤ表面の凹凸の発生が抑制されうるタイヤ加硫装置1の提供。
【解決手段】このタイヤ加硫装置1は、モールド2と、モールド2の内面側に配置されるブラダ3、4と、ブラダ3、4を上記モールド2に取り付けるクランプ5とを備えており、上記ブラダ3、4が、タイヤの加硫時に、グリーンタイヤ10の内側に配置されて、このグリーンタイヤ10をモールド2の内面に押圧するタイヤ加硫用ブラダであって、主ブラダ3と、補助ブラダ4とを備えており、補助ブラダ4が、加硫時にグリーンタイヤ10の内側に装着され、且つ、主ブラダ3の外側に重ね合わされて配置されるものであり、補助ブラダ4の、タイヤ幅最大位置MWに対応する部位の厚さGsが、トレッドセンタTCに対応する部位の厚さGcより厚くされている。
(もっと読む)
ブロー成形機、金型部品の取り付け方法及び金型ユニット

【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部36と第2ノズル部38が設けられた固定金型16と、貫通孔52が形成された中間金型20と、貫通孔52を構成する壁面に摺動可能なシール部材68と、可動金型22とを備える。型閉じ動作が開始すると、貫通孔52に第2ノズル部38が挿入され、シール部材68が皿ばね88の作用によって第2ノズル部38に押し付けられる。型閉じ完了後、第2ノズル部38から溶融樹脂が導出されると、シール部材68は、その受圧部100が該溶融樹脂に押圧されることにより第2ノズル部38に押し付けられる。これにより、溶融樹脂の漏出を抑えることができる。
(もっと読む)
金型の製造方法及びレンズシートの製造方法
【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、成形品の品質向上を図ると共に生産効率の向上を図る。
【解決手段】射出機18の第1射出ノズル20から固定型12のキャビティ24に溶融樹脂を射出して第1成形品52を得る際、前記溶融樹脂が前記固定型12と第1可動型14との間の間隙46を通じて、第2射出ノズル26近傍に形成された第1及び第2サブキャビティ30、40に充填される。そして、固定型12から第1可動型14を離脱させる際、第1及び第2サブキャビティ30、40で成形された予備成形物54が前記第1可動型14と共に離脱する。最後に、第1可動型14を第2可動型16と交換し、第2射出ノズル26から導入孔48を通じて別のキャビティへと溶融樹脂を射出して第2成形品62を得る。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
カウンター用成形型
【課題】システムキッチンのそれぞれの規格に応じた樹脂成形品が成形できると共に、確実に製造コストを減縮できるカウンター用成形型を提供する。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティと、成型キャビティ内における樹脂が充填される領域を制限可能な調整手段10とを有する。調整手段10は、調整板12と保持部材11によって構成され、保持部材11を下型3に設置し当該保持部材11に調整板12を保持させて樹脂の充填領域を制限する。また、調整板12の大きさを変更することで、成形品の仕上がり長さを調節することができる。
(もっと読む)
トレイ向け成形用金型およびトレイの成形方法
【課題】長尺構造物を収納するトレイを成形するのに用いる金型およびトレイの成形方法を提供する。
【解決手段】複数のブロック金型14が装着可能なキャビティを有するベース金型12と、トレイの仕様に応じて選択されて、該キャビティに装着される複数のブロック金型14とを有し、複数のブロック金型はそれぞれ、互いに平行に収納される複数の長尺構造物の矩形収納エリアの短辺の長さに相当する長さを備え、前記キャビティに当接可能な底面と、賦形面を構成する上面とを有し、それぞれ長尺構造物の端部あるいは中間部が収まり可能な大きさを備え、長手方向に互いに所定間隔を隔てた複数の凹部74が設けられ、該複数の凹部74に嵌合可能な複数の入れ駒78は、賦形面を構成する上面を有し、長尺構造物の仕様に応じて、前記複数の入れ駒78および前記複数のブロック金型14の中からを選択して配置されてることを特徴とする。
(もっと読む)
片落レデューサの製造方法
【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
射出成形方法及び射出成形装置
【課題】型締力を増大させることなく、異種形状の複数のキャビティにて品質の整った樹脂成型品の成形を行うことができる射出成形方法及び射出成形機を提供する。
【解決手段】異種形状よりなる複数個のキャビティを有する金型を用いて射出成形を行うホットランナー方式金型を用いた射出成形方法において、閉じている金型の他のキャビティに通じる樹脂流路を閉塞した状態で、所望の一個のキャビティに樹脂材料を射出し、次いで、所望の一個のキャビティに通じる樹脂流路を閉塞した状態で、各樹脂流路と連通した射出シリンダ内に次の所望のキャビティの容量に見合う樹脂材料を供給し、次いで、所望のキャビティに通じる樹脂流路を開放した状態で、所望のキャビティの内容量に相応する樹脂材料を射出し、時間差をもって複数のキャビティへの樹脂材料の射出を行い、所望の複数のキャビティに射出した樹脂材料の固化後に金型を開いて成形品を同時に型外しすること。
(もっと読む)
成形品の製造方法
【課題】成形工程のみで複数の成形品表面特性を担持させることのできる製造方法を提供する。
【解決手段】コア層の少なくとも一部に、少なくとも一層のスキン層を有する成形品の成形方法であって、前記コア層用の合成樹脂のビカット軟化点以上の温度で、コア層を成形すると共に該コア層と二種以上の固体シートを積層する工程を有する成形品の製造方法。
(もっと読む)
バーチカルローダー
【課題】ローカバーのサイズの変更に対応できるタイプであって、機構が複雑化することがなく、部品点数が少なく、装置コストを低減でき、サイズ変更も容易に可能である。
【解決手段】チャック装置が、適宜間隔で中心軸の周りに円環状に配置され、中心軸に向けて往復動可能に構成された複数の移動体と、それぞれの移動体に取り付けられ複数の係止体と、それぞれの移動体に取付けられるカムフォローと、カムフォローを案内して複数の移動体を往復動させるカム機構部と、移動体および係止体を支持する支持板と、カムフォローの移動体への取付け位置を変更することにより、ローカバーのサイズ替えに対応するタイヤサイズ変更手段を備え、タイヤサイズ変更手段は、中心軸の方向に沿って移動体に設けられる複数の取付孔と、いずれかの取付孔にカムフォローを取り付けるように構成されている。
(もっと読む)
テンプレートチャック、インプリント装置、及びパターン形成方法
【課題】様々な厚さ、材料、形状のテンプレートの保持及び変形制御が可能なテンプレートチャック、インプリント装置、及びパターン形成方法を提供する。
【解決手段】インプリント装置用のテンプレートチャック111であって、前記テンプレートチャックは、テンプレート101の上面及び下面にそれぞれ接触させて、前記テンプレートを上下方向から挟み込むための第1及び第2の構造体401,402と、前記テンプレートの側面に接触させて、前記テンプレートを側面方向から挟み込むための複数の接触部材403とを備える。更に、前記テンプレートチャックは、前記複数の接触部材を介して前記テンプレートに応力を加えることで、前記テンプレートを変形させる変形制御装置404を備える。更に、前記第1の構造体、前記第2の構造体、及び前記複数の接触部材は、それぞれが個別に駆動可能なよう構成されている。
(もっと読む)
レンズ製造システム、レンズアレイおよびLED照明装置
【課題】製造されるレンズアレイのバリエーションとして、レンズ要素の数が異なるレンズアレイを製造する場合であっても、加工すべきレンズ要素形成部の増加を抑えることができる、レンズ製造システムを提供することを課題とすること。
【解決手段】少なくとも1つのレンズ要素を有する第1レンズ形成体を成形する第1成形型と、第1レンズ形成体を内周部に配置可能であり、少なくとも2つのレンズ要素を有する第2レンズ形成体を成形する第2成形型とを有するレンズ製造システム。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】厚みの違う複数の被封止品に対して、圧縮封止不良を防止しつつ同時に成形可能とし且つ樹脂の部分の厚みを均一にすることができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、2つの被成形品102を上型112と下型140との間に並列成形された2つのキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、キャビティ毎に、2つの被成形品102の厚みの違いに応じて被成形品102の保持高さを変更しキャビティにおける被成形品102の圧縮封止側の面を同位置にさせる緩衝機構124を備える。
(もっと読む)
カセット式射出成形用金型
【課題】母型に複数のカセット型を同時装着して複数の成形品を高品質かつ高精度に同時成形するカセット式射出成形用金型を提供する。
【解決手段】成形品25はカセット型の可動型18と固定型23で成形される成形品、成形品26はカセット型の可動型19と固定型24で成形される成形品である。先ず射出成形時には通常の型締めを行い、完全に型締めが終了した後、カセット型の可動型18及び19を支持している調整プレート43a及び43bが受ける圧力を圧力センサ44a及び44bにて測定する。測定の結果、測定値に差が無い場合はそのまま成形を行う。測定値に差がある場合は調整装置40a又は40bの駆動機構42a又は42bを型締め方向又は型締めとは逆方向に駆動し、圧力センサ44a及び44bの測定値を一致させる。
(もっと読む)
タイヤの加硫装置
【課題】高品質なタイヤを安定に製造しうる加硫装置2の提供。
【解決手段】タイヤ用加硫装置2は、ローカバーRと当接してタイヤのビードを形作る第一ビードリング14aを有するモールド4aと、このモールド4aの内側に位置するブラダー6と、この第一ビードリング14aに置き換えて使用可能な第二ビードリングとを備えている。この第一ビードリング14aをこの第二ビードリングに置き換えることにより、他のモールドが構成される。この他のモールドを使用した場合におけるブラダー6の端縁部20aの位置は、上記モールド4aを使用した場合におけるブラダー6の端縁部20aの位置よりも軸方向において外側にある。この加硫装置2によれば、高品質なタイヤが安定に製造されうる上に、ブラダー6の交換頻度が低減されうる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】複数のキャビティを有する金型を用いた射出成形において、加工品の品質をより向上させること。
【解決手段】溶融樹脂が射出充填される複数のキャビティ26と各キャビティ26と連通する複数の溶融樹脂通路24を有する射出成形金型4と、溶融樹脂材料を計量・可塑化した溶融樹脂を射出成形金型4へ射出充填する樹脂射出装置6と、樹脂射出装置6が射出充填した溶融樹脂が選択したキャビティ26へ射出充填されるように各溶融樹脂通路24を開閉する溶融樹脂通路開閉機構と、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化するように樹脂射出装置6を制御し、さらに、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化した溶融樹脂が選択したキャビティ26aへ射出充填されるように溶融樹脂通路開閉機構を制御する射出成形制御装置8を備える。
(もっと読む)
車両用歩行者保護装置の成形用金型装置
【課題】前端側部位のみが互いに異なる形状とされた複数種類の車両用歩行者保護装置を効率的且つ低コストに成形可能な成形用金型装置を提供する。
【解決手段】互いに形状の異なるキャビティ形成面70を備えた複数種類の第一の入れ子型60のうちから選択されたものを、第一の型44に交換可能に組み付ける一方、互いに形状の異なるキャビティ形成面74を備えた複数種類の第二の入れ子型64のうちから選択されたものを、第二の型46に交換可能に組み付けて、第一の入れ子型60と第二の入れ子型64との間に、車両用歩行者保護装置の前端側部位を与える第一の成形キャビティ部分94を形成すると共に、それら第一の入れ子型60や第二の入れ子型64を交換することにより、第一の成形キャビティ部分94の形状を変更し得るように構成した。
(もっと読む)
タイヤ金型の設計方法およびタイヤ金型ならびに空気入りタイヤ
【課題】タイヤ金型や空気入りタイヤの製造上の効率を向上すること。
【解決手段】タイヤ金型のセクタをタイヤ周方向に少なくとも8個以上に等分割し、かつトレッド摩耗表示を有する有表示セクタ金型、およびトレッド摩耗表示を有さない無表示セクタ金型を設定する工程と、有表示セクタ金型および無表示セクタ金型の組み合わせを設定し、所定数のトレッド摩耗表示をタイヤ周方向で等間隔に配置する工程とを含む。これにより、トレッド摩耗表示を有する同じ構成のセクタ金型を用いることが可能になり、タイヤ金型や空気入りタイヤの製造上の効率を向上できる。
(もっと読む)
1 - 20 / 135
[ Back to top ]