
Fターム[4F202CK35]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 切断刃、面を有する成形面 (195)
Fターム[4F202CK35]に分類される特許
1 - 20 / 195
金型装置
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
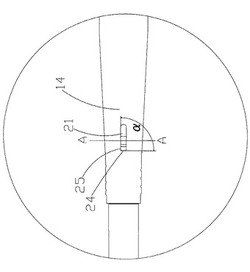
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
成形構造体の製造方法及び成形型

【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
レンズの製造方法、レンズおよび光学装置
【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
発泡樹脂成形体の製造方法及び装置
【課題】発泡樹脂成形体の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形体の製造方法及び装置を提供する。
【解決手段】固定型11と可動型16とでなる一対の成形型10を用い、溶融状態の発泡性樹脂31を成形型10のキャビティ10aに充填することによりスキン層42と発泡層43とを有する発泡樹脂成形体40を成形した後に、発泡樹脂成形体40の冷却過程において、成形型10に回転可能に挿通されるとともにキャビティ10a側の先端部にスキン層42の一部を開口させるための刃部25を有するピン状部材20を回転させ、スキン層42の一部を開口させて発泡層43を露出させる。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
樹脂成形体の成形金型装置
【課題】油圧シリンダーを用いずに一方のパンチングブロックを可動構造にすることができる樹脂成形体の成形金型装置の提供を図る。
【解決手段】ガススプリング6によってコア型1の型面1Aから突出配置された可動側のパンチングブロック3は、型締め・射出工程でキャビティ型2の型面2Aに設けた固定側のパンチングブロック4により押圧されて後退移動する。これにより、ガススプリング6の大きなばね力によってパンチングブロック3,4の圧接状態が維持され、樹脂成形体D・Tに多数の穿孔を有する多孔部Gの成形が可能となる。
(もっと読む)
注型成形用金型、及び注型成形品の製造方法
【課題】注型成形による二層成形の際に発生する非製品領域を容易に除去可能な注型成形用金型、及び、注型成形品の製造方法を提供することを課題とする。
【解決手段】キャビティ5の端部付近に、下型4より突出した突出部(流路狭め部)6を形成する。前記突出部6により、第一層に形成された低剛性部(薄肉部)は、他より薄肉となっているため剛性が低く、低剛性部を起点に、下方へ力を加えることで、低剛性部より先端が分離し、除去すべき非製品領域の部分が小さくなる。また、前述の通り、低剛性部の周囲の第一層は剛性が低くなっているため、手による加工でも十分に先端を分離させることができる。
(もっと読む)
インサート成形品の製造方法
【課題】導電プレートを確実に位置決めでき、確実にシールドできるインサート成形品の製造方法を提供する。
【解決手段】金型4に取り付けた押えピン24で、金型4内の導電プレートBを押えて位置決めする。金型2内に射出した絶縁性樹脂の硬化前に押えピン24を後退させる。絶縁性樹脂の硬化後に型開きする。型締め時は、金型2内の導電プレートBが下型3の支持片32と押えピン24とで挟持され位置決めされた状態で絶縁性樹脂を射出できる。絶縁性樹脂の射出後は、絶縁性樹脂の硬化前に後退させた押えピン24と導電プレートBとの隙間に絶縁性樹脂を充填でき、金型2内の絶縁性樹脂の圧力にて導電プレートBを位置決め保持できるため、押えピン24の後退時にも導電プレートBを位置決めできる。
(もっと読む)
モールド樹脂射出成形用金型
【課題】サイドゲート方式を採用した射出成形2プレート金型構造の多くは、成形品と不要部分となるスプルー、ランナーが金型から繋がった状態で排出され、その後に人またはロボット等によってゲート切断のため成形品とスプルー、ランナー分離作業工程が必要であり、金型に無理をかけずに信頼性の高いゲートカットできる技術を提供する。
【解決手段】モールド樹脂射出成形金型のサイドゲート9方式を採用した2プレート金型構造において、スプルーブシュとその中心軸方向に回転可能な回転スリーブ2を組み込み、固定されたスプルーブシュのランナー溝10に対し、ゲート溝16を設けた回転スリーブを回転させ成形部への流路を遮断し、成形品と、スプルー12及びランナー13とを分離できる。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
射出成形用金型、成形品及び成形品の製造方法
【課題】成形品の耐衝撃性および形状精度を向上させ、かつ、成形品本体部からランナー部を容易に取り外すと共に成形品本体部の欠損や亀裂を防止することを目的とする。
【解決手段】重ね合わせた雌型2と雄型3の間に、環状の成形品を成形するための環状のキャビティ5が形成される射出成形用金型1において、雌型2と雄型3との間に、キャビティ5の内縁に沿って全周に亘って周設された環状のリングランナー6と、リングランナー6の外縁とキャビティ5の内縁とを全周に亘って繋いでリングランナー6とキャビティ5とを連通する環状のゲート7と、が形成され、雌型2又は雄型3に、リングランナー6に連通するスプル8が形成され、雌型2及び雄型3のうちの何れか一方のゲート成形金型面27に、他方のゲート成形金型面34に向かって突出したエッジ28が全周に亘って形成されている。
(もっと読む)
キャップ用ライナーの製造装置および製造方法並びにキャップ用ライナー
【課題】 硬質なディスク(摺動層)上にリング状の密封層が形成されたキャップ用ライナーを作製することができるキャップ用ライナーの製造装置および製造方法並びにこの製法で作製されたキャップ用ライナーを提供すること。
【解決手段】 円盤状の摺動層とこれに積層され摺動層よりも柔軟な合成樹脂である円環状の密封層とを備えたキャップ用ライナーの製造装置1であって、互いの間にライナー用シート3が設置可能な固定側型板4と固定側型板に対して離接可能な可動側型板5とを備えていると共に、ライナー用シート上に円環状のキャビティを形成し、キャビティに溶融した合成樹脂7を射出成形して密封層を形成する射出成形金型8と、射出成形金型内に合成樹脂を射出する射出ユニット9と、型締め時に設置された状態のライナー用シートをキャビティより外側で中心を同じくして円盤状に切るシートカット機構10と、を備えている。
(もっと読む)
射出圧縮成形用金型装置およびそれを用いた射出圧縮成形方法
【課題】射出圧縮成形製品を生産することができる射出圧縮成形用金型装置およびそれを用いた射出圧縮成形方法を提供する。
【解決手段】射出圧縮成形用金型装置は、第1加圧部1と、第1加圧部1に設置される第1金型3と、第1加圧部1と向き合う位置に配置され、駆動手段により移動する第2加圧部5と、第2加圧部5に提供され、第1金型3と向き合う位置に配置される第2金型7と、第2金型7の一側に位置し、第2加圧部5に設置されて第1金型3の一面に密着する間隔維持部材11と、間隔維持部材11を第1金型側3に押す支持部13と、第1金型3に提供され、第1金型3および第2金型7が互いに結合して形成されるキャビティに樹脂を充填する樹脂注入部9と、を含み、第1金型3および第2金型7を互いに密着させてキャビティに充填された樹脂を圧縮する過程において、第1金型3および第2金型7によりゲート19を切断する。
(もっと読む)
金型装置及びそれを有する成形装置
【課題】複数のキャビティ間で生じる樹脂圧力の差を容易に調整できる金型装置及びそれを有する成形装置を提供する。
【解決手段】射出成形機100が備える金型装置101は、互いの間に複数のキャビティ5が設けられた固定型1及び可動型2と、コア3と、を備えている。コア3は、溶融された樹脂を複数のキャビティ5に導くランナー7を固定型1のランナー形成部13との間に形成する本体型、及び、ランナー7と複数のキャビティ5とをそれぞれ連通するゲート33aを有し且つ複数のキャビティ5に対応して本体型31に連設された複数のゲート型33、を有している。そして、コア3は、ランナー7内の樹脂を複数のゲート型33のゲート33a毎に所定温度に加熱可能なように、ゲート33aのそれぞれに対応して互いに独立して設けられた複数のマイクロヒーター35を有している。
(もっと読む)
ディゲート装置及びそれを備えた樹脂モールド装置
【課題】パッケージ部の両側に接続する不要樹脂を効率よく分離できるディゲート装置を提供する。
【解決手段】ディゲートパレット27に載置された成形品18に対してディゲートハンド28の1回目の上下動で第1不要樹脂18dを切断刃44dにより分離し、2回目の上下動とディゲートパレット27の回動軸31を中心とする回転との組み合わせで第2不要樹脂18cを分離する。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
1 - 20 / 195
[ Back to top ]