
Fターム[4F202CK53]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747)
Fターム[4F202CK53]の下位に属するFターム
サイドコア、スライドコア (454)
コレット式コアによるもの (16)
回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK53]に分類される特許
1 - 20 / 208
インテークマニホルドの樹脂成形型、インテークマニホルド及びインテークマニホルドの樹脂成形方法
【課題】樹脂製のインテークマニホルドを低コストで製造することが可能な樹脂成形型と、インテークマニホルド及びインテークマニホルドの樹脂成形方法を提供する。
【解決手段】インテークマニホルドの樹脂成形型が、サージタンク2の端部2aに設けられるフランジ3を形成するスライド型11と、サージタンク2の内面を成形する組合せ式の複数の中子型12とを備え、中子型12が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間を利用して移動可能な第2中子部材15とを有し、第1中子部材14および第2中子部材15が樹脂成形されたフランジ3の内方空間を介して取り出し可能に構成した。
(もっと読む)
可動式ヘッドレスト成形型

【課題】実用性の高い可動式ヘッドレスト成形型を提供する。
【解決手段】可動式ヘッドレスト10の成形型30において、(a)ヘッドレスト本体(本体と略す)12の背面を区画するキャビティ面42が形成され、固定的に設けられる背面側下型32と、(b)背面側下型の上端部に回動可能に取り付けられ、ステー14を成形型の外部に延出させる背面側ステー溝52が形成された背面側上型34と、(c)本体の正面を区画するキャビティ面46が形成され、下端部において背面側下型に回動可能に取り付けられる正面側下型36と、(d)正面側下型の上端部に回動可能に取り付けられ、背面側ステー溝と対向する正面側ステー溝54が形成され、その溝から連続してステーに沿って本体の内部に延び出す延出部58を有する正面側上型38とを備えるように構成する。この構成により、本体と延出部とを殆ど干渉させることなく、ヘッドレストを脱型することが可能となる。
(もっと読む)
スライドコアガイドユニット
【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、かつより低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の外周領域において、スライドプレート3とピンホルダ2のホルダ本体21との間に挟み込まれたウェーブワッシャ4を有する。ウェーブワッシャ4は、中心軸O1方向に起伏する波形状に曲げ加工されており、2つのベースブロック51のガイド溝511に収容されたスライドプレート3の表面31Bとピンホルダ2のホルダ本体21の側面211A,211Bとの間で圧縮されて中心軸O1方向に弾性変形している。そして、その復元力Fで、ピンホルダ2のホルダ本体21を両側面211A,211B側から押圧している。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】離型のためにコア部を突き出して成形品を取り出す際に、フランジ端面の機能を保ちつつ、光学面の変形や傷を低減できる光学素子の製造方法を提供すること。
【解決手段】型開き工程において、比較的浅い第2光学面OS2を成形する第2金型42にレンズ10を残しており、第2金型42の型開き後の突き出し工程とその後の成形品取り出し工程とにおいて、レンズ10に設けられたゲート部GPが変形することを防ぐことができる。また、第1光学面OS1を成形する第1金型41を型開き時にレンズ10が残らない金型とするため、第1金型41によって形成されるフランジ部12の部分厚さが小さくなることで第1転写面S1とパーティング面PS1との距離が比較的近くなり、第1転写面S1からエアが抜けやすくなる。以上により、レンズ10の外観不良を低減し、高精度なレンズ10を製造することができる。
(もっと読む)
RTM成形方法及びそれによるFRP成形品
【課題】樹脂成形品について、複雑な形状部分を有したものであってもマトリックス樹脂にフェノール樹脂を用いながら生産性の低下を伴うことなく高精度に成形できるようにする。
【解決手段】下型2にゲルコート塗装層50を設けて強化繊維シート60を敷設するとともに所定位置に置き駒5を配し、その後上型3を被せて上下両型の外周側重ね合わせ部分を所定の手段で密着させ、熱硬化性樹脂を注入して強化繊維シート60に含浸させながら型内部20に充填した後、所定の温度で加熱し熱硬化性樹脂を硬化させてFRP成形品を得るRTM成形方法において、その熱硬化性樹脂をフェノール樹脂とし、前記置き駒5が、軟質樹脂製の駒5aと硬質樹脂製の駒5bの組み合わせからなり型内部20でアンダー部分25aを有した隙間空間25を埋めるように配置される、ことを特徴とするものとした。
(もっと読む)
アンダーカット処理機構
【課題】成形品Pのアンダーカット部P1が型抜き方向と交差する両側に凹凸する形状であっても、限られた設置スペース内でより大きな移動ストロークを実現して容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、アンダーカット部P1を成形する一対の成形コア51,52は型抜き方向に移動する保持駒40に連結支持され、型抜き時に各成形コア51,52は、互いに対接する成形位置から離隔する離型位置に向ってガイド手段33,34に案内され、それぞれ保持駒40の一端側から他端側へと互いに逆向きに前後ですれ違うように移動する。
(もっと読む)
成形金型
【課題】成形品のアンダーカット部における成形品質を向上することができる成形金型を提供する。
【解決手段】可動型11におけるアンダーカット部20の成形面11a上には、脱型コア12の移動方向に向かって次第に浅くなる凹状部13を形成し、この凹状部13によってアンダーカット部20に形成された凸状部14との係合により、脱型コア12の移動方向に対する直交方向でのバンパー21の移動を規制するように構成した。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
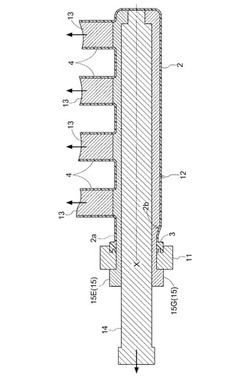
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
ドーム型の射出成形品の射出成形型とそのドーム型射出成形品
【課題】 本発明は、アンダーカット形状が成形品の離型変形へ及ぼす影響を抑えることができ、型開きを行う際に、成形品のトラレを防止でき、精度よく成形品を成形することができるドーム型の射出成形品の射出成形型とそのドーム型射出成形品を提供することである。
【解決手段】 可動入子30の側面に配置され、固定型22と可動型23との型開き方向に対して直交する方向にスライド可能なスライド入子31,32を設け、固定型22と可動型23との型閉め時にドームキャビティ33に連なり、ドームキャビティ33の幅よりも薄い薄肉キャビティ34を規定するとともに、スライド入子31,32は、前記ドームキャビティ33に連通される連通壁部に前記ドームキャビティ33の幅と同等幅のストレート部を構成するストレート部構成部37と、前記ストレート部構成部37に設けられ、前記ドームキャビティ33内に突出する突起形状部38と、を有する。
(もっと読む)
軸受保持器用金型、軸受保持器、および軸受保持器の製造方法
【課題】樹脂製の軸受保持器を多数個取り可能な射出成形金型であって、構造が複雑でなくコンパクトな軸受保持器用金型、および該金型を用いて製造された潤滑油流動性や保持器強度に優れる軸受保持器、並びに該金型を用いた軸受保持器の製造方法を提供する。
【解決手段】ラジアル軸受の軸受保持器9を樹脂組成物の射出成形で多数個取りするための軸受保持器用金型1であり、固定型2と可動型3とスライドコア4とを有し、固定型2と可動型3とのパーティングラインが1ヶ所であり、該金型における成形キャビティが、可動型3の可動方向に直列にスライドコア4により分けられて複数形成され、保持器9の内径側中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲートが該コアピン5に形成されており、スライドコア4の可動方向内側に、保持器9のポケット部を形成するためのポケット形成用凸部4cが設けられている。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
ストラットマウント及びストラットマウント成形用金型
【課題】サスペンションのリバウンド時、弾性部材に当接するストッパプレートに、例えば、プレートの表裏面を貫通する孔が開けられていた場合、孔の弾性部材に対向する側の開口エッジ或いは開口エッジに残っているバリ等により、ストッパプレートが当接する弾性部材に傷が付き易く、更には、弾性部材に亀裂が入り易かった。
【解決手段】内筒部材12に、外側部材13の上部上方に露出するストッパゴム14に対向して位置し、搬送手段の係止部Fが入り込む係止用孔16が開けられたストッパプレート15を形成し、ストッパプレート15の裏面15aを覆うプレートゴム14aを有する。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】発泡成形体を低コストで形成すること。
【解決手段】発泡成形体の製造装置20は、互いに対向する金型面21a、22a間にキャビティ23が形成された上型21および下型22を備え、下型22の金型面22aには発泡原料が供給されるとともに、上型21の金型面21aには硬質材3が着脱可能に配置され、上型21の金型面21aに硬質材3を配置した状態で、キャビティ23内で発泡原料を発泡させ、発泡体を形成するとともに硬質材3のうち、突出部分11以外の部分を該発泡体に固着させることにより、該発泡体から突出部分11が突出されてなる発泡成形体を形成し、上型21の金型面21aには、下型22側に向けて開口し、かつ突出部分11が配置される配置凹部28が形成されるとともに、該金型面21aに沿う方向に延在する回動軸26回りに回動することにより、配置凹部28を下型22側から開閉する回動型27が設けられている。
(もっと読む)
ウレタン発泡シートの製造方法
【課題】厚みが薄い場合においても低密度且つ高発泡倍率で柔らかいウレタン発泡シートを、厚み精度よく製造することが可能なウレタン発泡シートの製造方法を提供すること。
【解決手段】分子末端にNCO基を有するウレタンプレポリマーを含有する組成物を基材上に塗布してシート状の塗膜2を形成すること、前記塗膜に穴あき離型性基材1を接触させること、前記穴あき離型基材1が接触した状態で前記塗膜2を水蒸気に晒すことにより、前記塗膜2を発泡及び硬化させることを含むウレタン発泡シートの製造方法。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
成形金型
【課題】成形体の片縁部に、凹凸の方向が互いに異なる複数のアンダーカット部を有するような成形体であっても、簡単に脱型することのできる、優れた成形金型を提供する。
【解決手段】キャビティ型40とコア型41とベース台42、43とを備え、上記コア型41が、進退型45と、ガイド孔46a等と、傾斜型50a等とで構成され、型締め時には、上記キャビティ型40と進退型45と傾斜型50a等が互いに閉じ合わせられて成形体賦形空間が形成され、型開き時には、上記進退型45がキャビティ型40から後退するかベース台42、43が上昇して、上記傾斜型50a等が、各ガイド孔46a等の傾斜した内周面に沿ってスライドすることにより、一方の傾斜型50a、50bが外側に開くとともに他方の傾斜型51が内側に開き、賦形された成形体の第1、第2のアンダーカット部が同時に型抜き可能になるよう設定されている。
(もっと読む)
1 - 20 / 208
[ Back to top ]