
Fターム[4F202CK54]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454)
Fターム[4F202CK54]の下位に属するFターム
アンギュラピン (85)
傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK54]に分類される特許
1 - 20 / 301
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
減圧成形型

【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
成形品
【課題】ヒケの発生を防止するだけでなく、限られた量の材料でも剛性と強固な取付強度を得ることを可能とし、しかも、成形容易な形状により金型装置のコストを低減し、かつコンパクト化も実現することができる成形品を提供する。
【解決手段】凸部20の基端を、該基端が対向する基体11の裏面に対して、該裏面と交差する方向に延びる柱脚リブ30を介して結合させた。柱脚リブ30は、基体11の裏面と交差する方向が長辺となる断面薄型の複数の平板片31,32が互いに交差して結合した形状に形成された。柱脚リブ30は、凸部20の軸心と平行である成形品10全体の型抜き方向と交差する逃げ方向に沿って、凸部20を中心として互いに分離する両側に向かって離型するコア44により型抜き可能な形状に形成された。
(もっと読む)
射出成形金型
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
スライドユニット及びスライドガイド装置
【課題】取扱い性の向上と傾斜ピンの取付作業性の向上とを一挙に図ることができるスライドユニット及びそのスライドユニットを有するスライドガイド装置を提供する。
【解決手段】一端部にスライドコアが固定された傾斜ピンの他端部にはスライドユニット20が固定され、同ユニット20はエジェクタ板に固定されたガイド部材の案内溝に沿ってスライド可能に設けられている。スライドユニット20は、各案内溝においてそれぞれスライド可能に設けられ互いに対向する一対のスライドプレート21と、両プレート21の軸孔部25にそれぞれ挿通された一対の軸部32を介して両プレート21に回動可能に軸支されているとともに、傾斜ピンが取り付けられるホルダ本体部31を有するピンホルダ22と、スライドプレート21のスライド方向においてピンホルダ22を挟んだ両側に設けられ、各スライドプレート21同士を連結する一対の連結プレート23とを備える。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
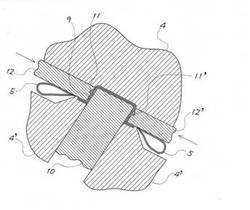
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
継手の製造方法
【課題】内筒部にシール部材が装着された後に外部からそのシール部材を視認することができ、シール部材の装着忘れを防止することができる継手の製造方法を提供する。
【解決手段】継手本体13の外周面を成形する一対の分割型31と、分割型31に貫通されて内筒部の嵌着溝を成形する入れ子41と、差込空間及び内筒部の内側の流路を成形するスライドコア33、38とを備えた成形用金型30を型締めし、該成形用金型内に形成されるキャビティに溶融樹脂を射出して成形することにより、継手本体13に樹脂パイプが差し込まれる差込空間を形成する内筒部及び外筒部が一体形成され、内筒部の外周面には外端部よりも内端側に位置する嵌着溝が設けられ、シール部材の装着を外部から視認するための視認窓が外筒部の対向する位置に一対設けられた継手を製造することができる。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
スライドコア装置
【課題】コンパクトでスライドコアの構成が簡便なスライドコア装置を提供する。
【解決手段】スライドコア装置は、開位置と閉位置との間を移動可能なスライドコア1が閉位置に位置するとき、カム部材4が所定の上方位置から下方位置へ移動されると、カム部材4の揺動部材43がスライドコア1の段差部14を乗り越えて揺動部材43上のカム面42が、段差部14に設けられた傾斜面12に対向し、その後、カム部材4が下方位置から上方位置へ移動されると、カム面42が傾斜面12に作用し、スライドコア1が、閉位置から開位置へ移動するにように構成される。
(もっと読む)
軸筒の連結構造、及び、その軸筒の連結構造を用いた筆記具
【課題】 金型が2分割しているため、成形された製品の表面には、各々の金型の合わせ部に沿って筋状の凸部、所謂、パーティングラインも形成されてしまう。
そして、成形された後軸と中軸、或いは、先部材を組み付けた際には、各々に形成されているパーティングラインが同一直線状になってしまい、その結果、多少の外力によってお互いのパーティングラインの端部に応力が集中してしまい、そのパーティングラインの端部からクラックが発生してしまうことがあった。
【解決手段】 2つの筒体を射出成型によって形成し、それら2つの筒体を連結することによって軸筒を構成すると共に、その連結された状態において前記2つの筒体に形成されたパーティングラインの位置を異ならしめた軸筒の連結構造。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
成形装置
【課題】バリの発生を抑制して複雑な形状の成形品を成形することができる成形装置を提供する。
【解決手段】本装置は、成形型34の内部に、第1空洞部8を形成するための第1スライドピン31と、第1空洞部に連通する第2空洞部9を形成するための第2スライドピン32と、を備える成形装置30であって、第1スライドピンは、第1スライドピンのスライド軸C1回りに非回転とされ且つ第2スライドピンと当接する当接部35aを備える芯部35と、芯部の外周に摺接して第1スライドピンのスライド軸C1回りに回転可能とされる回転部36と、を備え、当接部及び第2スライドピンのうちの一方には、凹部39が設けられ、他方には凹部に嵌合する凸部40が設けられている。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
射出成形用金型
【課題】本発明は、仕様の異なる製品を製造するのに好適な射出成形金型を提供する。
【解決手段】固定側型板1と可動側型板2とを、これらの間にスライド型板4a,4bに支持されたコア3a,3bを進出させて型締めすることにより、該固定側型板1及び可動側型板2の各型面8a,9a,23a,24aと該コア3a,3bの外周面との間に管形成用のキャビティが形成される射出成形用金型Aであって、コア3a,3bのスライド型板4a,4b側に離脱可能に装着されて、該スライド型板4a,4b側のキャビティの一部を埋める入れ子ブロックを備えてなることを特徴とする。
(もっと読む)
成形用金型の冷却方法及び成形用金型
【課題】圧縮気体の金型冷却用通路に流す気体温度度をクーラーなどを利用しないで下げて、冷却能力を向上する点である
【解決手段】スライドコア14の内部に圧縮空気の金型冷却用通路20を配設し、圧縮空気の金型冷却用通路20の一次側21側にノズル33を設ける。そして一次側21側の通路断面積より二次側23側の通路断面積が広い圧縮空気の膨張室34を設ける。ノズル33から噴出する圧縮空気を膨張室34で膨張させることで、その二次側23側空気温度を、一次側21側空気温度よりも低くして金型冷却用通路20に通してスライドコア14を冷却させる。クーラーなどの機器を利用しなくともスライドコア14の冷却効率を上げることができる。
(もっと読む)
樹脂成形品のボス構造
【課題】タッピングスクリューのぐらつきを防止しつつ省スペース化を図るとともに、低い製造コストで塗装時のゴミ付着不良を防止する。
【解決手段】外表面パネル部3の裏面に、縦壁部5を薄肉部7を介して一体に突設する。縦壁部5の突出端に、水平壁部9を一体に連結して水平壁部9、縦壁部5及び外表面パネル部3の三者間に一側方に開放する中空部Sを形成する。縦壁部5及び水平壁部9を中空部Sの反開放部側で中空部S内へ凹陥させて反外表面パネル部3側と上記反開放部側とに開いた凹部11を構成する。凹部11の開放部側に、周壁13aの一部及び底壁13bを凹部11と共有するようにボス部13を立設する。ボス部13の底壁13bと外表面パネル部3との間に位置する第2中空部S2は、凹部11を除く水平壁部9と外表面パネル部3との間に位置する第1中空部S1よりもボス部突出方向に狭く、第1中空部S1に反開放部側方向を除く三方向から囲まれる。
(もっと読む)
1 - 20 / 301
[ Back to top ]