
Fターム[4F202CK55]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454) | アンギュラピン (85)
Fターム[4F202CK55]の下位に属するFターム
Fターム[4F202CK55]に分類される特許
1 - 20 / 48
ファンの成形方法およびその装置
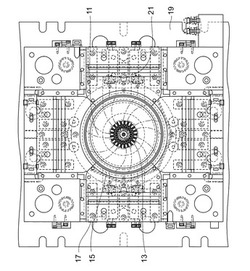
【課題】製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの羽根部の肉厚(重量バランス)を極めて繊細、緻密に調整することを目的とする。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
(もっと読む)
スライドコアガイドユニット

【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、より低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の内周面とピンホルダ2のトラニオン部22の外周面との間に介在するフランジブッシュ4を有する。フランジブッシュ4は、厚さ方向に伸縮可能な金属メッシュを樹脂層で被覆した複合材料で形成され、ピンホルダ2のトラニオン部22の外周面とスライドプレート3のトラニオン挿入穴32の内周面とにより厚さ方向に圧縮されている。ピンホルダ2との接触面(ブッシュ本体41の内周面及びフランジ42の底面)が、金属メッシュを露出していない低摩擦係数の摺動面を形成し、スライドプレート3との接触面(ブッシュ本体41の外周面411及びフランジ42の上面421)が、金属メッシュを露出した高摩擦係数の摩擦面を形成している。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下面内側に突出したアンダーカット部が型抜き方向に対して交差する左右両側に凹凸するような形状である場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、エジェクタピン20に支持された保持駒40とホルダー30外に配された各成形コア60とは、一対の連結部材51,52により連結支持され、各連結部材51,52は、互いに同一平面上で交じり合うように一方のガイド溝53に他方が貫通した状態で、ホルダー30内にあるガイド手段である斜溝34,35に沿って型抜き方向に案内される。
(もっと読む)
離型方法とその装置
【課題】 簡易な構成で凹部を有する成形品を円滑に離型させることができる離型装置を提供する。
【解決手段】 内側にテールライト取付用ボス2を有する成形品1を離型させる装置であって、直押しコア7内に配設されテールライト取付用ボス2を成形する押出ピン12と、下型4内に配設され押出ピン12を突出方向に押し出す押出ブロック14からなり、直押しコア7が上昇すると押出ピン12が押出ブロック14に押されて突出方向に前進し、更に直押しコア7が上昇すると押出ピン12が押出ブロック14から外れて後退してテールライト取付用ボス2から抜ける。
(もっと読む)
成形品の取り出し方法と成形装置
【課題】 アンダーカット部分を有する成形品を金型から離型させる成形装置を提供する。
【解決手段】 アンダーカット部分7a,7bを有する成形品7を金型2,3…から離型させる成形装置1であって、アンダーカット部分7a,7bを成形する傾斜コア6a,6bと、この傾斜コア6a,6bから突出する押し出しピン11,12と、この押し出しピン11,12の基端部11a,12aが摺動する下型3に設けた摺動プレート10a,10bと、この摺動プレート10a,10bに押し出しピン11,12を押圧する弾性部材13,14からなり、傾斜コア6a,6bが成形品7と離れる方向に移動すると、移動した分だけ押し出しピン11,12が傾斜コア6a,6bから突出して成形品7を押し出すことにより、成形品7と傾斜コア6a,6bとの間に隙間Gを形成する。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
射出成形用金型
【課題】型開き時に成形品が固定側金型に残るのを防止する。
【解決手段】射出成形用金型10は、一端を可動側型板26に固定され他端が自由端で型開き方向に対し傾斜状に延びるアンギュラピン34と、アンギュラピン34を挿入する傾斜孔37を有し、キャビティ36の一部を形成するスライドコア35と、スライドコア35を型開き方向に直交する方向に移動可能に支持するスライドコアプレート25と、スライドコアプレート25を型開き方向に移動させるスライドコアプレート移動機構29とを有する。
(もっと読む)
射出成形金型の肉厚可変機構および該機構を用いた発泡製品の製造方法
【課題】射出圧縮成形と射出発泡成形を組み合わせて行う為の、設計の自由度が高い金型の肉厚可変機構を提供する。
【解決手段】可動型の型板を外側部分のバリアブルコアと内側の中子に分割し、さらにバリアブルコアを型閉および型開方向に寸動する第1バリアブルコアと、キャビティに対して外側方向にスライドする第2バリアブルコアに分割した構成とする。第1バリアブルコアによってキャビティの容積を可変させ、射出圧縮および射出発泡成形を行い、第2バリアブルコアによって製品立壁部のキャビティ容積を増加させて立壁部に充填された溶融樹脂の発泡を可能にする。
(もっと読む)
インサート成型品の製造装置
【課題】インサート部品との干渉を長期にわたって防止することができるインサート成型品の製造装置を提供する。
【解決手段】スライド金型31,32をスライド可能に保持する保持部51と、保持部51と独立して昇降する昇降部101と、保持部51に対する昇降部101の動きに応じてスライド金型をスライドして開閉するスライド駆動手段と、スライド金型が閉じきる寸前まで固定金型から離間した状態に維持した後、この閉状態にあるスライド金型を固定金型の上面に着地させる緩衝機構71と、スライド金型が開くまで保持部の上昇を禁止した後、保持部の上昇を許容するロック手段を設ける。緩衝機構71を、スライド金型31,32に先行して固定金型13に当接する当接部72と、当接部72を後退可能に付勢するバネ73で構成する。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス密閉空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなるスキッドS’を成形するための合成樹脂製パレット用金型構造であって、溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたものである。
【効果】溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたので、可動金型及び固定金型の合流領域部分の変形を防止することができ、従って、ばりの発生を防止することができる。
(もっと読む)
成形機
【課題】簡単な構造で、スライドコアの停止位置精度を向上させ、スライドコアの移動距離を必要最小限とする。
【解決手段】先端に半球面23aを有するアンギュラピン23を固定型に設ける。可動型30の開閉方向と直交する方向にスライド移動するように可動型30の型板31にスライドコア33を設ける。スライドコア33にアンギュラピン23が摺動自在に挿通される傾斜孔35を設ける。傾斜孔35の開口縁36の少なくとも一部に、スライドコア33の移動方向に直交する平面によって形成された位置決め面37を設ける。
(もっと読む)
樹脂成形体の製造方法、樹脂成形用金型、樹脂成形体及びインシュレータ
【課題】流動性がよくない樹脂材料を用いても、薄肉の樹脂成形体を良好に製造することができる樹脂成形体の製造方法、この製造方法に適した樹脂成形用金型、この製造方法により得られた樹脂成形体、及びインシュレータを提供する。
【解決手段】金型20は、モータ用コア(ティース11)の外周にインシュレータ12を形成するもので、スライドコア23Sを具える。インシュレータ12は、巻線用の嵌合溝12gを有し、溝12gの凹み部分の厚さが0.5mm以下である。スライドコア23Sは、複数の分割片を組み合わせてなり、溝12gを形成するための凹溝部230及び凸条部231を有し、分割片の合わせ目が凹溝部230に位置するように構成される。分割片の合わせ目をガス抜き通路として利用することで十分にガス抜きが行え、流動性が悪い樹脂を用いても、薄肉の樹脂成形体を良好に製造できる。
(もっと読む)
収納ケースおよび金型装置
【課題】複数のアンダーカット形状が、内部の素電池収納空間に連通する貫通孔を設けずに形成された電池パックの収納ケースおよびそのような収納ケースを容易に製造できる金型装置を提供する。
【解決手段】電池パック10の収納ケース1には、係合部材2が填る溝4が形成されている。係合部材2は溝4に填って溝4内を摺動し、出口部6から外側に突き出す。溝4の出口部6近辺の上方には、係合部材2が溝4から外れることを防止するアンダーカット形状の外れ防止部材42が形成されている。溝4の出口部6から離れた奥側の側面43には、係合部材2の摺動を案内するアンダーカット形状の突起41が形成されている。溝側面43及び底面44には貫通孔が無く、収納ケース1の内部と外部とを隔離している。
(もっと読む)
成形型
【課題】金型保持体及び金型の耐久性を向上することができる成形型を提供する。
【解決手段】上型ユニット12を構成する金型案内ブロック22の案内斜面22aに凹部22bを形成し、この凹部22bに対し低硬度板33をボルト34によって固定する。一方、前記金型案内ブロック22に取り付けられた位置規制板25の傾斜案内溝25a、平行案内溝25bに沿って案内移動されるローラ27によって金型26を昇降可能に装着する。下型ユニット11の上昇によって、前記両金型26が上方向に移動され、前記金型26に形成された被案内斜面26bが、金型案内ブロック22の案内斜面22aに摺動接触される際に前記低硬度板33のみが被案内斜面26bよりも先に摩耗するようにする。前記低硬度板33の摩耗量が所定値以上になったとき、前記ボルト34を外して低硬度板33を新しい低硬度板33と交換する。
(もっと読む)
アンギュラピンを有する金型装置
【課題】金型装置に自己診断機能を持たせ、最悪でもアンギュラピンの破損にとどめ、キャビティの破損を少なく抑えることを可能にした自己診断型金型装置を提供すること。
【解決手段】射出成形に使用される金型11の内部に備えられたスライド部品12を開閉させるためのアンギュラピン13に、ピン軸方向にのびた非貫通の縦穴16と横穴17とからなる細穴を設ける。その細穴に金型を介して外部より圧空を供給するレギュレータ21と、供給している圧空の圧力を監視する流量センサ又は圧力センサ22を接続する。
(もっと読む)
金型装置及びこの金型装置を備えた成型装置
【課題】小型化を図ることができる金型装置及び成型装置を提供する。
【解決手段】 射出成型機1は金型装置7と該金型装置7のキャビティ28内に合成樹脂を充填する射出機8を備えている。金型装置7は固定下型10と移動下型11とスライド型12と移動上型14と型移動部16を備えている。固定下型10と移動下型11とスライド型12と移動上型14とは互いに接離自在で互いの間にキャビティ28が形成されている。型10,11,12,14はキャビティ28を密閉する密閉位置とキャビティ28を開放する開放位置とに亘って移動自在である。型移動部16は密閉位置から開放位置に4向かって移動する際に移動下型11をキャビティ28の中央に向かって移動させる。
(もっと読む)
空気入りタイヤの製造方法
【課題】加硫前に掘削溝29a、29bをトレッド23に形成したタイヤにおけるセンターずれを効果的に減少させる。
【解決手段】上モールド33の下降時に上ラグ溝用骨36を周方向に移動させることで、該上ラグ溝用骨36を上ラグ溝24bの位置Bに到達するまで上ラグ溝用掘削溝29bの延在方向に対して斜めに移動させるようにしたので、上モールド33の下降時に、上ラグ溝用骨36は上ラグ溝用掘削溝29bのトレッド端側開口の片側に位置するトレッド23側面に当接して、生タイヤ29(トレッド23)を下方に押し込み、加硫金型との間のセンターずれを効果的に減少させる。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することが可能となり省スペース化の要請に応じることができ、金型への加工および組み込みが容易で、また構成が簡単であり組立てに手間と時間がかからず、コストダウンを実現することができ、しかも耐久性にも優れたアンダーカット処理機構を提供する。
【解決手段】可動型12内で型抜き方向に摺動可能に配されるエジェクタピン21の先端側に対して、型抜き方向と交差するアンダーカット部2からの逃げ方向に摺動可能に基端側が連結された状態で傾斜して延び、可動型12外に延び出る先端側にアンダーカット成形部80を設ける連結部材70を有し、可動型12内に収納したホルダ40内に、エジェクタピン21の突き出し動作に伴い前記連結部材70が型抜き方向および逃げ方向に同時に移動する傾斜した方向に沿って延び、該連結部材70の外周を摺動可能に案内するガイド溝42aを設けた。
(もっと読む)
1 - 20 / 48
[ Back to top ]