
Fターム[4F202CK86]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806) | シール機構を有する (317)
Fターム[4F202CK86]の下位に属するFターム
シール部材(←パッキング) (101)
Fターム[4F202CK86]に分類される特許
1 - 20 / 216
射出成形装置及び射出成形方法
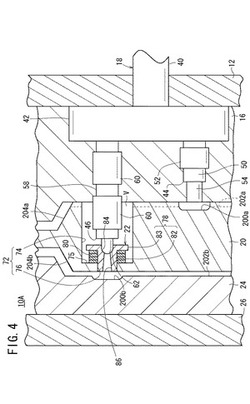
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
減圧成形型

【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
減圧成形型
【課題】スライド部分30,40,50,60を備えている減圧成形型において、成形空間70の密封度を高める。
【解決手段】
各スライド部分30,40,50,60が前進位置にある第1型20と、第2型(図2には示されていない固定型)を当接させると、第1型本体22と複数個のスライド部分30,40,50,60と第2型によって閉じられた成形空間70が完成する。各スライド部分30,40,50,60に、第1型本体22との当接面と隣接するスライド部分との当接面と第2型との当接面を一巡するシームレスのシール部材39,49,59,69を配置する。成形空間70の密封度が高まる。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、成形品の品質向上を図ると共に生産効率の向上を図る。
【解決手段】射出機18の第1射出ノズル20から固定型12のキャビティ24に溶融樹脂を射出して第1成形品52を得る際、前記溶融樹脂が前記固定型12と第1可動型14との間の間隙46を通じて、第2射出ノズル26近傍に形成された第1及び第2サブキャビティ30、40に充填される。そして、固定型12から第1可動型14を離脱させる際、第1及び第2サブキャビティ30、40で成形された予備成形物54が前記第1可動型14と共に離脱する。最後に、第1可動型14を第2可動型16と交換し、第2射出ノズル26から導入孔48を通じて別のキャビティへと溶融樹脂を射出して第2成形品62を得る。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
樹脂成形用型の交換方法と交換機構及び樹脂成形装置
【課題】減圧成形手段を採用した樹脂成形装置に搭載して用いられる樹脂成形用の型を樹脂成形装置に対して簡易に且つ効率良く交換する。
【解決手段】樹脂成形用の型4の外方周囲に、係脱具12を介して外気遮断部材10を係脱可能に装設する。そして、型4の交換時には、まず、各型4・8の型面と各外気遮断部材10・11の接合面とを接合させる型締めを行う。次に、型4の外方周囲に装設した外気遮断部材10を係着する係脱具12を取り外してその両者の係着状態を解除すると共に、係脱具14を介して各外気遮断部材10・11の両者を係着する。次に、各外気遮断部材10・11を係着した状態で、各型4・8の型面を離反させる型開工程を行って各外気遮断部材10・11の両者を同時に移動させることにより、型4の外方周囲に装設した外気遮断部材10を型4の外方周囲から退避させて型4交換用の空間部Sを構成する。
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品に形成される貫通孔において、貫通孔の径方向へ延在する形状のバリの発生を抑制すること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12が備え、且つ第二金型14側へ向けて突出する第一貫通孔形成用突出部18が有する凹部20の底面20aと、第二金型14が備え且つ第一金型12側へ向けて突出する第二貫通孔形成用突出部24の第二先端面24aを、型閉じ状態で面接触させた状態で形成した成形空間内へ溶融樹脂を射出充填して、硬化した溶融樹脂からなる、射出成形品を形成する。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
金型温調回路封止方法
【課題】Oリングを設置できなくても、入れ子を用いた温調回路の封止を行う。
【解決手段】中間流路24が形成され金型に装入される入れ子13と、温調機に連通する入口流路21及び出口流路22が形成されたスライド後部11との双方を、夫々の流路同士が連通するように連結して温調回路10を形成する場合、入れ子13とスライド後部11との接触面の少なくとも一方に、接着剤を塗布してから双方を連結することで、温調回路10を封止する。また、入れ子13の後端面23と、スライド後部11の前端面の少なくとも一方には、予め粗面化処理を行っておく。例えばローレット加工のように、多数の溝を形成することによって、粗面化処理を行う。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
成形装置
【課題】円柱状のOリング装着部の段差が小さい樹脂部品を継続して成形可能にする。
【解決手段】Oリング装着部の一部を成形する第1入れ子4を第1型2内に配置し、Oリング装着部の残部を成形する第2入れ子5を第2型3内に配置し、型閉め状態のときに第1入れ子4の凹部42に第2入れ子5の凸部52が侵入する構成とし、凹部42の両側の部位43および凸部52を同極性に磁化する。磁気反発力によって凸部52は凹部42内における位置決め方向Y中心部に位置決めされ、第1入れ子4と第2入れ子5の位置合わせが正確に行われて、型ズレが抑制される。また、凸部52と凹部42は摺動しないため摩耗せず、第1入れ子4と第2入れ子5の位置合わせが継続して正確に行われる。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
雄型締結具
【課題】大型化することなく、締結部に十分な液密シール性を付与することができる雄型締結具を提供する。
【解決手段】雄型締結具1は、本体部20とフランジ部21の座面22間に形成された環状凹部27を有する雄型締結具本体2と、環状凹部27に配置された樹脂製リング状部材3とからなる。環状凹部は、フランジ部の座面に向かって浅くなる環状凹部周縁部29を備え、樹脂製リング状部材は、下面が座面より突出する環状突出部31と、外縁33が環状凹部周縁部29の外縁もしくは外縁より若干本体部側に位置する環状外周部35とを備える。雄型締結具1は、座面の内縁と樹脂製リング状部材の外縁間に環状凹部34を備え、雄型締結具1の取付対象部位への取付時に変形し、座面の雄型締結具の取付対象部位への圧接を阻害せず、取付対象部位に対して環状液密シール部を形成する。
(もっと読む)
1 - 20 / 216
[ Back to top ]