
Fターム[4F202CK87]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806) | シール機構を有する (317) | シール部材(←パッキング) (101)
Fターム[4F202CK87]に分類される特許
1 - 20 / 101
減圧成形型
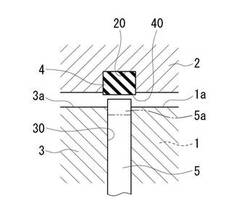
【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
金型構造及び射出成形装置

【課題】加工を簡易にすることで作業時間を短縮すると同時に、鋼材の廃棄を低減することによりコストを抑制し、成形品の加工品質を高精度に維持することの可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、固定型20及び可動型30が鋳造によって成形される鋳造部材22・32と、鋳造部材22・32を支持する鋼材である支持ブロック21・31と、を備えて構成され、鋳造部材22・32は、鋳抜き部22a・22b・32aの溝底面とキャビティ面22c・32cとの間に形成される部分が略一定の肉厚D1・D2に形成されている。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
成形装置
【課題】ガスケットの交換頻度を抑えて成形サイクルの短縮ができる成形装置を提供する。
【解決手段】上型2及び下型3で形成されたキャビティ6に成形材料8が充填された状態で前記下型3を上昇させて成形材料8を加圧する加圧手段を備える。下型3及び上型2のうち一方を一方型とすると共に他方を他方型とする。一方型に上下方向に移動自在に設けられたガスケット9と、ガスケット9を他方型のパーティング面30に押し付ける押付手段を備える。
(もっと読む)
ガスアシスト成形用金型及びガスアシスト成形方法
【課題】キャビティ内に供給した加圧ガスが金型の分割面から金型外部、又は金型キャビティ成形品意匠面側に漏れ出すことを防止したガスアシスト成形用金型及びガスアシスト成形方法を提供すること。
【解決手段】加圧ガスが漏れ出すことを防止するシール部材が、一体的且つ全体的に亘って成形品の外周部近傍に形成され、シール部材は溶融樹脂をキャビティ内に射出充填することで成形品と一体的に形成されるとともに、成形品の冷却収縮により移動して、キャビティ面に当接して加圧ガスのシール部を形成するシール部材の形成溝を、非意匠面側キャビティ面に設ける。
(もっと読む)
基板露出面を備えた樹脂封止成形品の製造方法及び装置
【課題】ガラスエポキシ基板11の外面部を樹脂封止成形すると共に、該基板の一部を樹脂成形体の外部に露出する基板の樹脂封止成形方法とその装置を提供する。
【解決手段】基板11の外面部を熱硬化性エポキシ樹脂Rにて封止成形するための型構造21・22を備えた樹脂封止成形装置を用いてガラスエポキシ基板11の外面部を樹脂封止成形すると共に、該基板の一部を樹脂封止成形体の外部に露出させようとする型構造21・22の部位に、該基板の露出面13に対して樹脂バリ形成防止用部材23を押圧状に密接させる。また、樹脂バリ形成防止用部材23の先端部に樹脂コーティング層23aを設ける。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
発泡樹脂成形金型およびこれを用いる発泡樹脂成形法
【課題】複雑な輪郭形状を有する製品についても、スワールマークおよびあばたなどの成形不良を発生させることなく、カウンタープレッシャー法により良好な発泡樹脂成形製品を与える。
【解決手段】互いに当接させた可動型と固定型間に形成されたキャビティに発泡剤を含む溶融樹脂を射出し、当接位置から金型を後退させた中間位置で樹脂を発泡させた後、樹脂を硬化させる発泡樹脂成形金型において、キャビティの外周面およびその延長方向とは異なる位置に可動型と固定型の相対摺動界面を設け、該相対摺動界面に弾性シール部材を設けたことを特徴とする発泡樹脂成形金型。この金型を用いて発泡後の真空吸引を伴うカウンタープレッシャー法による発泡樹脂成形を行う。
(もっと読む)
成形用金型及び該成形用金型を用いた発泡成形体の製造方法
【課題】キャビティの密封性を維持しつつ適正な量のガス抜きを可能として成形体の品質の低下を防止することのできる成形用金型、及び該成形用金型を用いた発泡成形体の製造方法を提供すること。
【解決手段】内部にキャビティCを形成するように開閉可能に構成された2つの分割型12、14の少なくとも一方の分割面18にキャビティCの周囲を囲ってパッキン16が設けられた成形用金型10であって、パッキン16を、その少なくとも一部が分割面18から突出する状態で設け、パッキン16の突出表面に、キャビティC内のガスを排出するガス排出路としてのパッキン溝部22を形成し、パッキン溝部22を、その底部22aが分割面18を越える深さに形成する。これによれば、ガス排出量を適正に維持して多量の発泡材料Pの分割面18、20間への浸入を抑えつつ、ガス排出量を適量にすることができる。
(もっと読む)
射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置
【課題】バルブピンを作動させるピストン機構にコイルばね等の緩衝材を組込んだ二重構造とすることにより、バルブピン先端の押切量および押切力の調整を容易とすることができる射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置を提供すること。
【解決手段】金型内に設けられるピストン,シリンダにより、バルブピン1を往復動させて射出合成樹脂などの溶融原料を、ゲートを開閉させてキャビティで成形する射出成形機において、シリンダのピストン機構Aは、内蔵するコイルばね等の緩衝材6を介してバルブピン1と接続される前部ピストン4と、前記前部ピストン4と間隔を置いて調節可動する後部ピストン5の二重構造とし、バルブピン1がゲートを閉じる際の押切力の衝撃をピストン機構に内蔵されるコイルばね等の緩衝材6で吸収緩和できるようにして成ることを特徴とする射出成形機におけるバルブゲート開閉用バルブピンの押切力制限機構付きピストン装置。
(もっと読む)
容器をブロー成形するための装置
ポストキュアインフレータ及びタイヤ製造方法
【課題】ポストキュアインフレータで保持する加硫済タイヤに合わせて、リムを容易かつ効率よく変更する。
【解決手段】ポストキュアインフレータのリムRにより加硫済タイヤのビード部を保持し、加硫済タイヤを膨張させた状態で冷却してポストキュアインフレーション処理する。リムRを、半径方向の内側から外側に順に重ねて装着される複数のリム部材40、50から構成し、処理する加硫済タイヤのビード径に合わせて、リムRのリム部材40、50を重ねて装着又は取り外す。各リム部材40、50により互いに異なるビード径の加硫済タイヤのビード部を保持する。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。 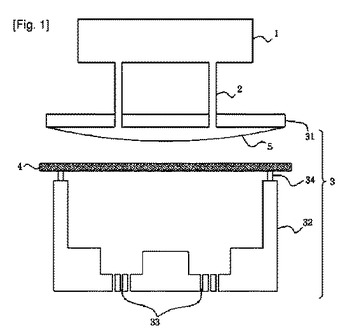 (もっと読む)
(もっと読む)
1 - 20 / 101
[ Back to top ]