
Fターム[4F202CK89]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 多数個取り用 (336)
Fターム[4F202CK89]に分類される特許
1 - 20 / 336
ブロー成形機、金型部品の取り付け方法及び金型ユニット
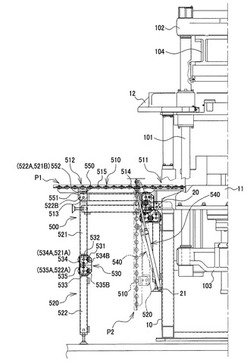
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
射出成形用金型

【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
中間金型支持装置および金型装置
【課題】中間金型を適切に支持する中間金型支持装置を提供する。
【解決手段】中間金型支持装置1は、固定金型と、固定金型に対向して水平移動可能な可動金型と、固定金型と可動金型との間で水平移動可能に構成された中間金型とを備えた金型装置における中間金型を支持し、中間金型とともに移動可能に構成されている。さらに、中間金型支持装置1は、中間金型を昇降させる昇降機構11を有している。
(もっと読む)
射出圧縮成形機
【課題】スタックモールドを採用しても、各キャビティに連通している樹脂通路に供給する溶融樹脂のノズルを固定金型側に設けることができる射出圧縮成形機を提供すること。
【解決手段】射出圧縮成形機1は固定金型10と中間金型20と可動金型30を備えている。固定金型10と中間金型20との間には第1のキャビティ40が形成され中間金型20と可動金型30との間には第2のキャビティ50が形成されている。固定金型10にはノズル12と連通可能な一次樹脂通路14が設けられ、中間金型20には一次樹脂通路14と連通可能な二次樹脂通路22、24が設けられている。射出圧縮成形機1には、各キャビティ40、50に射出した溶融樹脂Mを圧縮する型締めにともなって、一次樹脂通路14と二次樹脂通路22、24との連通部に形成される捨てキャビティ60に充填されている溶融樹脂Mを逃がし可能な樹脂排出機構16、26が設けられている。
(もっと読む)
金型の製造方法及びレンズシートの製造方法
【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
微細構造転写装置
【課題】本発明の課題は、スタンパのゆがみを補正するスタンパの変形機構を有しながらもスタンパの面方向における小型化を達成することができる微細構造転写装置を提供することにある。
【解決手段】微細構造を有するスタンパ2を用いて、被転写体1上の光硬化性樹脂組成物に微細構造を転写する微細構造転写装置15において、前記スタンパ2は、前記微細構造が形成される微細構造形成層4と、この微細構造形成層4における前記微細構造の形成面の反対側で、この微細構造形成層4に沿うように設けられる光照射層5と、この光照射層5における前記微細構造形成層4側の面と反対の面に配置されると共に、前記スタンパ2を前記被転写体1側に凸となるように湾曲させる圧電素子6と、を備えることを特徴とする。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
成形品の成形方法
【課題】微小な凹凸部を有する成形品の成形方法であって、多数個の成形品を安価で安全に成形する。
【解決手段】微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程を含み、上金型と下金型のどちらか一方の金型は任意の形状を多数個成形するための金型であって、該多数個成形するための金型は、それぞれ独立した多数個のスタンパーを組み合わせたものであり、各スタンパー間の隙間の最大値が0.1μm以上50μm以下であることを特徴とする成形品の成形方法。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
繊維強化樹脂を備える製品を少なくとも2つ製造する方法および装置
【課題】 繊維強化樹脂を備える製品を少なくとも2つ製造する際、成形型の構造が複雑で、容積も大きくなっても、繊維基材へ樹脂材を含浸するのが容易で、樹脂材を硬化するための温度および時間の制御、管理が容易で、且つ、成形型の清掃も容易とする。
【解決手段】 繊維強化樹脂を備える扁平形状の製品を複数同時に製造するために、先ず、この複数の製品の扁平形状を有する複数のキャビティ部12a、12bが、中子13を介して重なるように形成される成形型11を用意する。そして、このキャビティ部に、繊維基材1をそれぞれ配置し、成形型11内に樹脂材を注入して、繊維基材1にこの樹脂材を含浸、硬化することで、繊維硬化樹脂を備える製品を複数同時に成型する。
(もっと読む)
複数の加工部品を別個の金型で、単一のプレス機を用いて同時に成形するためのゴム射出成型装置および方法
【課題】金型の変更時間が実質的に削減されるゴム射出成形装置および方法を提供する。
【解決手段】クランプ機構52は、プレスラム26の略垂直の運動を水平のクランプ力に変換するために、プレスラム26の垂直の往復運動に応答して、ゴムが空洞38に射出されている間、金型を締付けて保持する。金型30は、分割線界面36に沿って互いに接合し、間に金型空洞38を有する2つの金型半体32、34を各々有する。金型半体32、34は自在搬送体62に受けられ、それは次に、間隔をおいた第1のレール58と第2のレール60との間に懸架され、それらに沿って摺動可能である。
(もっと読む)
射出成形金型
【課題】 各キャビティへの充填バランスを容易に得ることができる、多数個取りの射出成形金型を提供する。
【解決手段】 スプルー1から導入された溶融樹脂を複数のキャビティ8、9、10、11、12、13、14、15へ充填する射出成形金型において、第1ランナー2から第2ランナー3へ分岐して流れる溶融樹脂のせん断発熱分布を左右均等にし、複数のキャビティへの溶融樹脂の充填バランスを均一にさせるために、第1ランナー2から第2ランナー3への分岐部に第1ランナー2の高さの25%から75%内にて第1ランナー2と同断面積の階段形状7を設けた射出成形金型とする。
(もっと読む)
ディゲート方法、ディゲート装置、トランスファモールド装置、および半導体パッケージの製造方法
【課題】半導体パッケージの製造歩留まりを向上する。
【解決手段】トランスファモールドによるレンズ86を含むワークWから、ワークWで接続された成形品ランナ91などの不要樹脂を分離するディゲート方法であって、(a)成形品ランナ91などの不要樹脂が接続されている箇所を除いてワークWを上下からクランプして、成形品ランナ91などの不要樹脂を浮かせた状態とする工程と、(b)上下方向の一方から他方へ浮いた状態の成形品ランナ91などの不要樹脂を押し続けて、ワークWから成形品ランナ91などの不要樹脂を引き千切る工程と、を含む。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
軸受保持器用金型、軸受保持器、および軸受保持器の製造方法
【課題】樹脂製の軸受保持器を多数個取り可能な射出成形金型であって、構造が複雑でなくコンパクトな軸受保持器用金型、および該金型を用いて製造された潤滑油流動性や保持器強度に優れる軸受保持器、並びに該金型を用いた軸受保持器の製造方法を提供する。
【解決手段】ラジアル軸受の軸受保持器9を樹脂組成物の射出成形で多数個取りするための軸受保持器用金型1であり、固定型2と可動型3とスライドコア4とを有し、固定型2と可動型3とのパーティングラインが1ヶ所であり、該金型における成形キャビティが、可動型3の可動方向に直列にスライドコア4により分けられて複数形成され、保持器9の内径側中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲートが該コアピン5に形成されており、スライドコア4の可動方向内側に、保持器9のポケット部を形成するためのポケット形成用凸部4cが設けられている。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
導光板の製造方法及び導光板並びに導光板を備える虚像表示装置
【課題】良好な画像を表示可能とする虚像表示装置用の導光板の製造方法及び導光板並びに導光板を備える虚像表示装置を提供すること。
【解決手段】本実施形態の導光板20の製造方法では、樹脂部材成形工程において、第1成形部PP1と第2成形部PP2との双方を有する樹脂部材成形型MP1,MP2によって一括して一対の第1及び第2樹脂部材B1,B2が成形される。また、画像取出部形成工程において、当該第1及び第2樹脂部材B1,B2を貼り合せて1つの画像取出部23が形成される。この場合、画像取出部23を構成する第1樹脂部材B1と第2樹脂部材B2との屈折率差を極力抑制できる。従って、画像取出部23の内部での意図しない屈折による画像光の角度ずれが抑制されることで、良好な画像を表示可能とする導光板20が製造される。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
1 - 20 / 336
[ Back to top ]