
Fターム[4F202CM01]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983)
Fターム[4F202CM01]の下位に属するFターム
突出しピンによるもの (543)
スリーブ突出しによるもの (64)
ストリッパプレートによるもの (74)
流体圧によるもの (128)
多段階に突き出すもの (58)
Fターム[4F202CM01]に分類される特許
1 - 20 / 116
ねじ抜き金型の回転中子制御装置
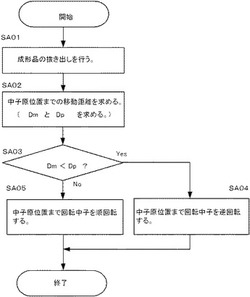
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
金型及びインサート樹脂成形方法

【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】離型のためにコア部を突き出して成形品を取り出す際に、フランジ端面の機能を保ちつつ、光学面の変形や傷を低減できる光学素子の製造方法を提供すること。
【解決手段】型開き工程において、比較的浅い第2光学面OS2を成形する第2金型42にレンズ10を残しており、第2金型42の型開き後の突き出し工程とその後の成形品取り出し工程とにおいて、レンズ10に設けられたゲート部GPが変形することを防ぐことができる。また、第1光学面OS1を成形する第1金型41を型開き時にレンズ10が残らない金型とするため、第1金型41によって形成されるフランジ部12の部分厚さが小さくなることで第1転写面S1とパーティング面PS1との距離が比較的近くなり、第1転写面S1からエアが抜けやすくなる。以上により、レンズ10の外観不良を低減し、高精度なレンズ10を製造することができる。
(もっと読む)
成形金型及び光学素子の製造方法
【課題】プラスチックレンズを射出成形する際に、射出成形時の冷却固化による樹脂収縮に起因する離型抵抗を抑制すること。
【解決手段】回折構造を形成する段差形状13A,15Aを有する第1光学転写面11Aを第2光学転写面21Aよりも先にプラスチックレンズPLから離型することによって、例えば3波長互換光学素子のような段差形状の縦横比の値(Y/X)が0.50≦(Y/X)の最大値≦1.0を満たす比較的深い範囲であっても、微細構造において深い段差を有する光学素子であっても、プラスチックレンズPLが固定型10からほとんど抵抗なくスムーズに離型され、プラスチックレンズPLの回折構造の段差すなわち微細形状の変形を防止することができる。
(もっと読む)
射出成形用金型及びそれを用いた射出成形方法、射出成形品、射出成形機
【課題】固定側型板と可動側型板を有し、前記固定側型板と前記可動側型板との間にキャビティが形成され、このキャビティに溶融樹脂を充填することで射出成形品が射出成形される射出成形用金型において、前記射出成形品の円滑な離型を阻害するようなピン部材が存在していたとしても、問題なく、前記射出成形品を前記射出成形用金型から離型させる技術を提供する。
【解決手段】キャビティ8の内壁面のうち、射出成形品26の離型方向に対して直交する内壁面以外の内壁面である第2側壁面28bには、ピン形状のピン部材30を挿入して取り付けるためのピン取り付け孔29が形成されている。第2側壁面28bのうち、ピン取り付け孔29を基準として離型方向と反対側の面領域39には、第2側壁面28bから隆起する隆起部40が形成されている。
(もっと読む)
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
(もっと読む)
CVJブーツ成形用金型及びCVJブーツ成形方法
【課題】内周面に大きなアンダーカットとなる蛇腹部をもつCVJブーツを射出成形で成形できるようにする。
【解決手段】成形品の内周表面を成形する複数対の分割型4、5を中芯を中心とする放射状に配置し、各対の分割型を軸方向に順に移動させながら、軸方向に移動した分割型どうしの間に形成される空間にその分割型を径方向に移動させて離型する。径方向の移動距離を大きくとることができるため、蛇腹部を容易に離型することができる。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
成形金型
【課題】凹凸の方向が異なる複数のアンダーカット部を有するような成形体であっても、簡単に脱型することのできる、優れた成形金型を提供する。
【解決手段】キャビティ型30とコア型31とベース台32、33とを備え、上記コア型31が、進退型35と、ガイド孔36等と、傾斜型40等とで構成され、型締め時には、上記キャビティ型30と進退型35と傾斜型40等が互いに閉じ合わせられて成形体賦形空間が形成され、型開き時には、上記進退型35がキャビティ型30から後退するかベース台32、33が上昇して、上記傾斜型40等が、各ガイド孔の傾斜した内周面に沿ってスライドすることにより、一方の傾斜型40が手前に開くとともに他方の傾斜型41a、41bが左右方向に開いて成形体賦形面から離脱し、上記成形体の第1、第2のアンダーカット部が同時に型抜き可能になるよう設定されている。
(もっと読む)
成形金型
【課題】成形体の片縁部に、凹凸の方向が互いに異なる複数のアンダーカット部を有するような成形体であっても、簡単に脱型することのできる、優れた成形金型を提供する。
【解決手段】キャビティ型40とコア型41とベース台42、43とを備え、上記コア型41が、進退型45と、ガイド孔46a等と、傾斜型50a等とで構成され、型締め時には、上記キャビティ型40と進退型45と傾斜型50a等が互いに閉じ合わせられて成形体賦形空間が形成され、型開き時には、上記進退型45がキャビティ型40から後退するかベース台42、43が上昇して、上記傾斜型50a等が、各ガイド孔46a等の傾斜した内周面に沿ってスライドすることにより、一方の傾斜型50a、50bが外側に開くとともに他方の傾斜型51が内側に開き、賦形された成形体の第1、第2のアンダーカット部が同時に型抜き可能になるよう設定されている。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
離型方法
【課題】従来よりも少ないエネルギーで離型することができる離型方法を提供する。
【解決手段】型1を用いて成型された成型物3を型1から分離する離型方法において、前記成型物3に超音波振動子7を直接当接すること、前記成型物3をインパクトハンマで直接打撃すること、前記成型物3の端部に圧縮空気を吹きつけること、前記成型物3の端部に楔を入れ込むことの少なくともいずれかによって、型1から成型物3を分離する離型方法である。
(もっと読む)
キャビティとコア交換式の発泡フォーム成形金型
【課題】キャビティとコア交換式の発泡フォーム金型を提供すること。
【解決手段】本発明は、固定金型と、前記固定金型方向に水平移送され、型合せされる移動金型とからなり、成形機に着脱する金型において、前記移動金型の前記固定金型に対向する一側面に着脱可能に結合する一つ以上のキャビティと、前記固定金型の前記移動金型に対向する一側面に着脱可能に結合する一つ以上のコアと、前記移動金型に設けられ、前記移動金型と前記固定金型が型合せされる際、前記キャビティと前記コアの間に形成される成形空間に成形品の原料を供給する原料注入器と、前記移動金型に設けられ、前記成形空間で成形された成形品を前記キャビティから分離するための取り出し手段とを含む。
(もっと読む)
スクリュー式搬送用シャフトの製造方法
【課題】製品の歩留まりを向上させるとともに、割れ、反りおよび凹みなどが生じにくいスクリュー式搬送用シャフトを製造することができるスクリュー式搬送用シャフトの製造方法を提供する。
【解決手段】シャフト本体2および螺旋部3を有するスクリュー式搬送用シャフト1と相補的な形状を有する金型5を準備し、外周面の全体にわたってねじ部9aが形成された細長い軸状の金属製の中子9を準備する。次に、中子9を金型5内にセットし、金型5内に、溶融した合成樹脂を射出することによって射出成形を行う。射出成形された合成樹脂が硬化した後、中子9を所定の方向に回転させることにより、スクリュー式搬送用シャフト1を、螺旋部3の巻き方向と逆の方向に回転させながらスクリュー式搬送用シャフト1の長さ方向に移動させることによって、金型5から分離する。
(もっと読む)
成形型装置
【課題】上型の型抜き方向を容易に変更することができる成形型装置を提供する。
【解決手段】本実施形態の成形型装置10は、基台11と、基台11上に設けられた下型14と、下型14に対して移動可能な上型15と、上型15の移動を行う型抜き機構部13とを備えている。型抜き機構部13は、基台11上に設けられた第一支持壁16と、第一支持壁16に着脱可能に設けられ、直線状に延びている型抜き用長孔26aが形成された第二支持壁17と、伸縮可能なロッド18bを有する駆動シリンダ18と、型抜き用長孔26aに沿って移動可能に設けられ、ロッド18bの先端部および上型15に連結され、ロッド18bの伸縮移動により上型15とともに移動する移動部19と、型抜き用長孔26aの延びている方向と型抜き方向とが一致して配置された第二支持壁17を第一支持壁16に固定する第二支持壁用孔部27および固定ピン28とを有している。
(もっと読む)
三次元形状造形物の製造方法、得られる三次元形状造形物および成形品の製造方法
【課題】金型として用いることができ、ヒケ発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物100の製造方法であって、三次元形状造形物100の表面領域の一部を低密度固化領域として形成し、低密度固化領域を通過するガスによって加圧が行えるように低密度固化領域の固化密度を50%〜90%にすることを特徴とする製造方法。
(もっと読む)
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
成形品の離型装置及び離型方法
【課題】成形品を金型から離型する際に成形品の変形を抑えるのに効果的で構造が簡単な成形品離型装置及び成形品の離型方法の提供。
【解決手段】固定盤10に直接又は固定型取付ベース部11を介して固定した固定型30と、可動盤20に直接又は可動型取付ベース部21を介して固定した可動型31とを対向して備え、固定型は成形品を支持する固定型エジェクタピン17と可動型方向に突出する固定型側型押ピン16を有し、可動型は成形品を支持する可動型エジェクタピン27と固定型方向に突出する可動型側型押ピン26を有し、可動盤は前進・後退制御されたメインロッド2に対して当接及び所定距離離間自在に連結。
(もっと読む)
レンズの製造方法
【課題】可動型に成形品を残すことができるレンズの製造方法を提供することを目的とする。
【解決手段】レンズ(fθレンズ100)の製造方法は、固定型200Aに対して可動型200Bを動かすことで、各型200A,200Bを合わせる第1工程と、各型200A,200Bのキャビティ内に材料を流し込んで固める第2工程と、固定型200Aに対して可動型200Bを動かすことで、型200を開いてレンズを取り外す第3工程とを備える。そして、この製造方法では、可動型200Bとして、レンズのリブ部120に対応したリブ対応面220と、一方のレンズ面112に対応した第1対応面212とを有する型を用い、固定型200Bとして、他方のレンズ面111に対応した第2対応面211を有する型を用いる。
(もっと読む)
電動押出装置
【課題】 ダイカストマシンや射出成形機の型締装置に装備されている電動式の押出装置について、構造を簡素化し、制御方法もシンプルにする。
【解決手段】 可動プラテンに右ねじボールねじ軸と左ねじボールねじ軸を回転自在に取付ける。各ボールねじ軸と螺合するボールねじナットを押出板と固定する。各ボールねじ軸を電気モータによって反対方向に同じトルクで回転させ、押出板の前後進動作を行なう。押出板に作用する回転トルクが相殺されるため、押出板を支持するガイドロッドを細く、あるいは無くすことが可能となる。また、2本のボールねじの同期制御が容易となる。
(もっと読む)
1 - 20 / 116
[ Back to top ]