
Fターム[4F202CM11]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型外に設けられた取出し機構 (491)
Fターム[4F202CM11]の下位に属するFターム
つかみ取出し (214)
流体圧による(←吹飛ばしによる) (35)
案内、位置決め (64)
切断手段を有するもの (34)
Fターム[4F202CM11]に分類される特許
1 - 20 / 144
成形品取出機
【課題】 金型の交換作業スペースを従来よりも広く確保することができて、しかも固定フレームを高い精度で定位置に戻すことができるサイドエントリータイプの成形品取出機を提供する。
【解決手段】 金型5A及び5Bを交換する際に、固定フレーム9が、成形機3から離れて金型5A及び5Bの開閉方向(Y方向)と直交する直交方向(X方向)に全体的に位置が変えられるようにする取付機構19を介して設置用構造部材7に取り付けられている。取付機構19は、固定フレーム9のX方向へのスライドを許容する形状の開口部18Aを備えたカバー部材18によって覆われている。
(もっと読む)
成形品取出機

【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
成形品取出機
【課題】繊維補強プラスチック成形体を昇降軸に固定するための硬化した接着剤の剥離を有効に抑制できる成形品取出機を提供する。
【解決手段】昇降軸8の軸線方向と直交する方向に対向する一対の側壁11,12上に、それぞれ繊維強化プラスチック成形体13,14が接着剤を介して固定する。繊維強化プラスチック成形体13,14の繊維強化部FSを構成する複数の経糸F2が昇降軸8の軸線方向(D0)に延び且つ該軸線方向と直交する方向(D2)に並び、複数の緯糸F1が軸線方向(D0)と交差する方向(D2)に延び且つ軸線方向に並ぶように昇降軸8の側壁11,12の表面上に配置する。
(もっと読む)
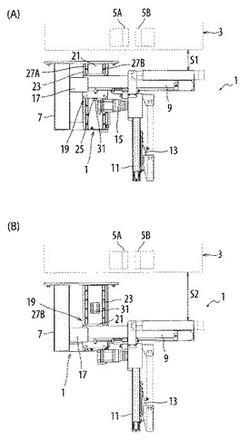
樹脂成形品取出し機
【課題】短い上下ストロークで保持部材を長いストロークで昇降させることができ、装置を小型化及び軽量化する。保持部材の姿勢を一定に保つことができ、装置自体を簡易化して低コスト化する。
【解決手段】電動モータ(23)の駆動に伴って走行する第1走行部材(29)により上下フレーム(17)に対して昇降体(21)を昇降させながら第1乃至第3揺動アーム(25)・(31)・(35)を揺動してアーム部材(47)に設けられた保持部材(49)を樹脂成形機の金型側及び外側の開放位置の間で移動させると共に第3揺動アーム(35)の揺動に伴って走行する第2走行部材(43)により上記アーム部材(47)を常には垂直方向を向くように姿勢制御可能とする。
(もっと読む)
樹脂成形品取出し機
【課題】短い上下ストロークで保持部材を長いストロークで昇降させることができ、装置を小型化及び軽量化する。保持部材の姿勢を一定に保つことができ、装置自体を簡易化して低コスト化する。
【解決手段】上下フレーム(17)に対する昇降体(21)の昇降に伴って回転する回転軸(29)により揺動アーム(33)を樹脂成形機の金型間と樹脂成形機の外側の間で揺動させると共に該揺動アーム(33)の揺動に伴って取付け部材(45)を回転して上下アーム(47)を、その軸線が垂直方向を向くように姿勢制御する。
(もっと読む)
樹脂成形品取出し機
【課題】樹脂成形品の開放位置に付いての場所的制約を低減し、工場スペースを有効活用して樹脂成形品を効率的に取出して成形作業を効率化する。また、保持部材の持ち上げ高さを高くする必要がなく、樹脂成形品取出しサイクルが長くなるのを回避して高速取出しを可能にする。
【解決手段】前後フレーム(19)を前後方向へ往復移動する前後走行体(21)に対し、左右フレーム(25)を左右方向へ移動するように支持すると共に左右フレーム(25)に対して左右走行体(29)を左右方向へ往復移動するように支持し、該左右走行体(29)に対して下部に樹脂成形品(37)を保持する保持部材(39)が設けられた上下アーム(33)を昇降するように支持する。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
成形品取出装置
【課題】従来より少ない動作ステップで成形品を型から取り出すことが可能であり、しかも従来型の取出装置に対して簡単なアレンジを施すことにより得ることが可能な成形品取出装置を提供する。
【解決手段】支持部材24が直線的な移動力を受けて把持位置まで移動して一対の把持部材28が成形品Aの突部A2を把持したときに、このときの移動力を利用して把持部材を突部と一緒に一方の型11側に移動させる型抜機構27を備える。
(もっと読む)
成形品取出し装置及び成形品取出し方法
【課題】簡素な構造で、成形品を確実かつ短時間で取出すことができる成形品取出し装置及び成形品を確実かつ短時間で取出すことができる成形品取出し方法を提供する。
【解決手段】成形品取出し装置20は、開閉可能な下金型11及び上金型12を有する射出成形機10で成形された成形品Pを下金型11から離型させるエジェクト手段であるエジェクタピンと、離型された成形品を射出成形機10外へ取出すため射出成形機10の金型エリアS内へ進退可能な成形品取出し手段18とを備え、成形品取出し手段18は、金型エリアS内への進入動作に伴って開き、エジェクタピン17の復帰動作に伴って閉じる成形品把持機構19を有している。また、成形品把持機構19をガイドレール24に沿って金型エリアSに進入・退出動作させる駆動アーム25と、駆動アーム25を回動させる駆動軸26と、が設けられている。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
モールド剥離装置
【課題】シート状のモールドに形成されている微細な転写パターンを被成型品に転写した後、被成型品に貼り付いているシート状モールドを被成型品から剥がすモールド剥離装置において、装置の構成を簡素化する。
【解決手段】転写装置5から離れた箇所に位置しお互いがくっついているモールドMAと被成型品Wとのうちの被成型品Wを保持する被成型品保持体19と、被成型品保持体19で保持された被成型品Wに貼り付いているモールドMAが巻き掛けられ被成型品保持体19に対して移動することで、被成型品WからモールドMAを剥がす剥離ローラ23とを有するモールド剥離装置7である。
(もっと読む)
射出成形機
【課題】成形型装置において成形された成形品を順次受けて所定位置まで下降させて整列させることができる射出成形機を提供する。
【解決手段】材料可塑化供給装置20から供給される溶融樹脂材料が射出装置55の射出ノズルから射出されて成形型装置60のキャビティ67に充填される。成形型装置60の下方には、脱型された成形品100を受ける成形品取出装置70が配置される。成形品取出装置70は、上向きに設置された取出シリンダ71とそのロッド72の先端部に取り付けられて昇降動作する成形品受け部材73とを備える。成形型装置60の下方には、成形品受け部材73が成形品100を受けて所定位置まで下降する直前に成形品100を受け取ってその成形品100を滑走させる払出シュート80が傾斜状に設置される。払出シュート80の下傾端には、成形品100を受け止めるストッパ体83が設けられる。
(もっと読む)
樹脂封止装置
【課題】成形品を十分に冷却した上でゲートブレーク工程に入ることを可能とすることで樹脂封止装置のサイクルタイムを短縮しつつ、正確なゲートブレークが可能な樹脂封止装置を提供する。
【解決手段】半導体チップ等の被成形品を樹脂にて封止するための封止手段300と、封止手段300により樹脂封止された成形品の不要樹脂を取り除くゲートブレーク手段400と、を備え、且つ、成形品がゲートブレークされる前に当該成形品を冷却するための冷却手段100と、冷却後の成形品を、冷却手段100からゲートブレーク手段400へと搬送する搬送手段600と、を備えて樹脂封止装置を構成する。
(もっと読む)
成形品吸着ユニット及び成形品吸着部材
【課題】取り付けスペースを狭小化して小型化する。
【解決手段】外周面に多数の孔が軸線方向へ樹脂成形品における製品間隔をおいて形成された共通排気管23・25と、樹脂成形品の製品に相対する上部に一側面が開放し、他側面が閉鎖され、樹脂成形品の製品を吸着する多数の吸引孔33aが形成された開口凹所33を有すると共に基端側に上記共通排気管に挿嵌して固定され、かつ孔に一致する空気流路が形成された固定部を有した吸着本体29、上記吸着本体内に収容され、上記吸引孔に接続される負圧発生手段37、上記負圧発生手段に圧縮空気を供給する圧縮空気供給部39、上記開口凹所の開放側面側に設けられ、開口凹所内に光を照射する発光部材及び上記空間部からの戻り光を受光する受光部材からなる光検知部材を備えた成形品吸着部材3とからなる。該共通排気管に対して複数の該成形品吸着部材を、樹脂成形品の製品に相対して位置変更可能に取り付ける。
(もっと読む)
ロボットおよび成形装置
【課題】動作時にアームが通過するための広い空間を必要とすることがなく、かつアームを高速で移動させることが可能なロボットを提供する。
【解決手段】ロボット10は、基端側に固定されたベース部11と、ベース部11に設けられた駆動部12と、ベース部11に連結され、駆動部12からの動力により軸線方向(Z方向)に沿って伸縮自在な伸縮アーム20とを備えている。伸縮アーム20の先端には、軸線方向(Z方向)に平行なエンドエフェクタ取付面13を有するスライダ14が設けられている。伸縮アーム20は、互いに連動して軸線方向(Z方向)に沿って進退するとともに軸線方向に垂直な方向(X方向)に互いに積層された複数の移動体40、60、80からなっている。スライダ14は、移動体80に対して、軸線方向(Z方向)に沿って相対移動する。
(もっと読む)
被成形樹脂とシートの剥離装置、剥離方法
【課題】被成形樹脂を破損することなくシートから被成形樹脂を良好に剥離することができる。
【解決手段】シート104上に載置されている被成形樹脂102をシート104から剥離するための、被成形樹脂102とシート104の剥離装置100において、シート104の少なくとも一端部(位置M)及び他端部(位置N)を固定する手段112と、シート104の存在する側から押し当て、被成形樹脂102を押出し可能な押出部106を有する押出機構108と、を備えており、押出機構108が、被成形樹脂102を押出した状態の押出部106を被成形樹脂102の一端側(位置M)から他端側(位置N)まで移動可能に構成されている。
(もっと読む)
統合された部品取扱装置を有する射出成形機械
転写システムおよび転写方法
【課題】シート状のモールドに形成されている微細な転写パターンを被成型品に転写する転写システムにおいて、転写を効率よく行う。
【解決手段】微細な転写パターンM1が形成されている平板状のシート状モールドMAを移送位置決めするシート状モールド移送位置決め装置3と、シート状モールドMAの移送方向で上流側に設けられ、微細な転写パターンM1を被成型品Wに転写する転写装置5と、シート状モールドMAの移送方向で下流側に設けられ、転写装置5による転写がされシート状モールド移送位置決め装置3による移送がされた後、お互いが貼り付いているシート状モールドMAと被成型品Wとを引き剥がす引き剥がし装置7とを有する転写システム1である。
(もっと読む)
多層成形品の成形方法及び成形システム
【課題】1次成形品及び2次成形品の成形サイクルタイムのいずれが長い場合であっても、2次成形品の生産サイクルタイムを長い方の成形サイクルタイムより短くすることができる多層成形品の成形方法及び成形システムを提供する。
【解決手段】1次成形品表面の一部又は全面に溶融樹脂を積層させ2次成形品を成形する多層成形品の成形方法において、成形サイクルタイムの長い方の成形品を成形する複数の射出成形装置を備え、それぞれの成形サイクル開始時間又は成形サイクル完了時間を相違させ、2次成形品の生産サイクルタイムが最短、かつ毎サイクル同じになるように、成形サイクルタイムが短い方の成形品を成形する射出成形装置A及び複数の射出成形装置のそれぞれの成形サイクルタイムと、成形サイクル開始時間と、成形サイクル完了時間とが制御される。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
1 - 20 / 144
[ Back to top ]