
Fターム[4F202CN12]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 手段 (1,197) | 熱、冷媒体 (778)
Fターム[4F202CN12]の下位に属するFターム
液体 (163)
媒体回路に特色のある手段 (332)
Fターム[4F202CN12]に分類される特許
1 - 20 / 283
成形機の冷却システム
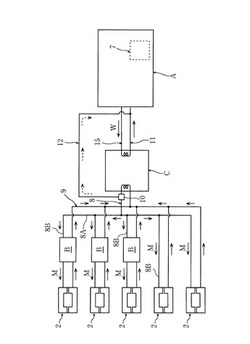
【課題】冷却システムの消費電力を低減して、省エネルギー化を図る。
【解決手段】冷却水Mを所定の温度に調整して成形機の金型等の被冷却部2に供給する冷却システムに於て、該冷却水を貯留する冷却水タンクと、該冷却水を冷却する冷媒・水熱交換器と、水冷式コンデンサーコイルとを、有するチラーユニットCと、該チラーユニットの該水冷式コンデンサーコイルへ、未冷却状態の40℃〜50℃の中温水Wを供給する中温水供給機Aとを、備えている。
(もっと読む)
鋳造用金型

【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
賦形成形方法、繊維強化樹脂成形品及び賦形成形型
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法、繊維強化樹脂成形品及び賦形成形型を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
成形品の成形方法
【課題】微小な凹凸部を有する成形品の成形方法であって、多数個の成形品を安価で安全に成形する。
【解決手段】微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程を含み、上金型と下金型のどちらか一方の金型は任意の形状を多数個成形するための金型であって、該多数個成形するための金型は、それぞれ独立した多数個のスタンパーを組み合わせたものであり、各スタンパー間の隙間の最大値が0.1μm以上50μm以下であることを特徴とする成形品の成形方法。
(もっと読む)
金型構造及び成形装置
【課題】 発泡体を押し出して金型から離脱させるために従来必要であった押出ピンを不要にすることができる雄金型、金型構造、及び成形装置を提供する。
【解決手段】 成形装置は、凹状に形成される雌金型11と、雌金型11と接離することにより、雌金型11とで発泡体Xを成形する凸状の雄金型21とを有する金型構造を備える。そして、雄金型21は、発泡体Xを成形する際に雌金型11の内部に配置される凸部311を有する凸金型31と、凸部311よりも外側に配置され、発泡体Xを成形する際に凸金型31と雌金型11との間を閉塞する蓋金型41とを備え、凸金型31は、外側から凸部311に嵌着する発泡体Xを蓋金型41に係止させることで凸部311から離脱させるべく、蓋金型41よりも雌金型11から離反するように、蓋金型41に対して変位可能に構成されることを特徴とする。
(もっと読む)
成形用金型、および、ウレタンフォーム成形方法
【課題】成形時間の短縮を図ることが可能な成形用金型、および、ウレタンフォーム成形方法を提供する。
【解決手段】ウレタンフォームを成形するための形成用金型10において、凹部12が形成された下型14と、凹部を覆うように下型に型締めされて、下型とキャビティ18を形成する上型16と、凹部の底面を加温する下型底面ヒータ20と、下型の上型に接する部分を加温する下型上部ヒータ32と、上型のキャビティに面する内面を加温する上型ヒータ34とを備え、キャビティ内にウレタンフォームの原料が注入される前に、凹部の底面が40〜70℃の範囲の温度まで加温され、下型の上型に接する部分と上型の内面とが、その温度より5℃以上高い温度、かつ65〜85℃の範囲の温度まで加温されるように構成する。このような構成により、泡化反応に連続して、レスポンス良く樹脂化反応を行うことが可能となり、成形時間の短縮を図ることが可能となる。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
金型冷却装置
【課題】金型10の冷却路11への冷媒循環路中で、冷媒の流れに関して、冷却路の下流側で、且つ冷媒循環ポンプ30及び熱交換器40より上流側に冷媒タンク20を設け、該冷媒タンクではガスと冷媒とが分離され、その冷媒タンクのガス層には、減圧・脱気を行う吸引ポンプが接続された金型冷却装置において、吸引ポンプへの水分の吸引による吸引ポンプの故障を防止し、ポンプの故障に伴う金型冷却装置全体のトラブルを回避する。
【解決手段】吸引ポンプはエゼクタ61によって構成されている。エゼクタは、その構造上、吸引するガス中に含まれる水分を同時に吸引しても全く問題を生じない。従って、ポンプが水分を吸引することがあってもポンプが故障に至ることはなく、信頼性の高い金型冷却装置を実現することができる。
(もっと読む)
溶融微細転写成形方法及び溶融微細転写成形装置
【課題】経済性にも優れ、急速かつ効率的に加熱及び冷却をすることができる金型の加熱及び冷却方法を用い、高精度かつ生産性の高い溶融微細転写成形方法及び溶融微細転写成形装置を提供する
【解決手段】本発明に係る溶融微細転写成形方法は、上及び下成形型に電気ヒータと、加熱又は冷却媒体を流す流路とが設けられ、加熱及び冷却が可能な上及び下成形型により、その下成形型上面に塗布された樹脂を押圧して転写成形体を成形する溶融微細転写成形方法であって、上及び下成形型の加熱が、電気ヒータ及び加熱媒体によりそれぞれその特性を最大限に発揮する状態で行われるようになっている。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
成形支援システム
【課題】熱媒体の適切な温度調節が可能で、始動時の金型の昇温のための捨てショットを少なくすることができ、また、成形サイクルの時間短縮を図ることが可能な成形支援システムを提供する。
【解決手段】熱媒体を温度調節して金型に循環させる温調機と、温調機の外部に設けられた外部温度センサと、温調機とは別に熱媒体を加熱する加熱補助機からなり、外部温度センサにより金型から温調機へ戻る熱媒体の温度を検知して、加熱補助機の制御を行うようにしている。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
金型の温度制御装置
【課題】複数の分割型(固定型21a、可動型21b)からなる金型21の該分割型間の温度差を出来る限り小さくして、成形品の品質の低下と金型の早期劣化とを抑制する。
【解決手段】複数の温度制御部のうち、目標温度がステップ状に変化した場合の、温度制御の実行による分割型の検出温度の立ち上がり特性が最も悪い温度制御部、又は、目標温度が一定である場合の、温度制御の実行による検出温度の変動幅が最も大きい温度制御部を主制御部とし、その他の温度制御部を追従制御部とする。
(もっと読む)
冷却処理装置
【課題】処理面を均等に温度調整する。
【解決手段】被処理物を冷却処理する処理面2aを有する処理体2内に冷却部3を設け、冷却部3によって冷却されて生じる処理面1aにおける高温部分と低温部分との内の、低温部分の近くの処理体2内に加熱部4Aを配置する。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
成形金型ユニット及び成形金型ユニット用熱風発生機
【課題】成形金型ユニットを小さくして繊維集合体の加熱成形の処理も行い易いようにする。
【解決手段】キャビティ20内に熱風を通過させてキャビティ20内に充填した繊維集合体を熱風によって加熱成形する成形金型2と、この成形金型2を内部で保持するケース3とを備え、成形金型2は、当該成形金型2の外壁とケース3の内壁とを離して保持され且つケース3の一方側は閉鎖されると共に他方側が開放されることで、他方側から供給された熱風が成形金型2を通って他方側に戻る熱風循環路Uがケース3内に形成されている。
(もっと読む)
1 - 20 / 283
[ Back to top ]