
Fターム[4F202CN27]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 加熱、冷却の調整部材を有する型、コア (204)
Fターム[4F202CN27]に分類される特許
1 - 20 / 204
ポリエステル系樹脂組成物の熱成形材料と成形方法
鋳造用金型
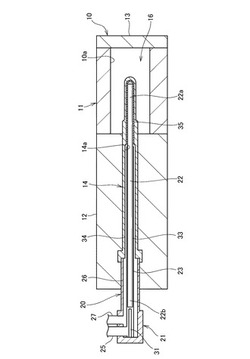
【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
射出成形型

【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
射出成形金型
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
金型
【課題】キャビティ面が複雑な形状であっても、媒体流路からキャビティ面方向への伝熱効率が良好な金型を提供する。
【解決手段】分割型20は、ラピッドプロトタイピングで製造されており、キャビティ面21に沿って、冷却用媒体が流れる冷却路11及び加熱用媒体が流れる加熱路12と、内部に空気が存在する断熱路13とが形成されている。断熱路13は、冷却路11及び加熱路12に対してキャビティ面21とは反対側に形成されている。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
通水機構及びその製造方法並びにブッシュ装置
【課題】金型の冷却孔に対し冷却装置の密着性を簡易な構成で向上し得る冷却ブッシュ装置などを提供する。
【解決手段】カラー12は冷却孔82及び冷却ブッシュ14に介在する。カラーの内面はテーパで、その外径は冷却孔の孔径と同一である。冷却ブッシュの外面をカラーのテーパに対応するテーパとする。冷却ブッシュ及びカラー(冷却ブッシュ装置10)の取付時、冷却ブッシュがカラーを押広げるというテーパの楔効果により、カラーが冷却孔に密着する。即ち、冷却ブッシュ及びカラーのテーパ同士を嵌合させる組合せ構造で、冷却ブッシュ装置及び冷却孔を密着させるので、熱伝達効率を低下させず、金型の温度調整をし得る。また密着性を冷却ブッシュ及びカラーのテーパ同士を嵌合させる簡易な機械構造であるので、従来例の冷却孔及び金型用溶湯冷却ピンの隙間に溶解金属を介在させる構成に比べ、交換時などの労力が軽減でき使い勝手が良くなる。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
射出成形金型、射出成形品及び射出成形方法
【課題】高い面精度が要求される高品質要求面の一部のみが、他の部分よりも高い面精度を要求されている射出成形品において、他の部分よりも高い面精度を要求されている部分に発生するヒケを、要求される面精度が低い他の部分よりも抑制すること。
【解決手段】
成形空間へ射出されて固化した溶融樹脂により形成される射出成形品を製造する射出成形金型が備え、射出成形品が有する高品質要求面と対応する高品質要求面形成用入れ子6を、高品質要求面のうち高面精度要求部に対応する第一入れ子部材12と、高品質要求面のうち高面精度要求部よりも要求される面精度が低い部分である高面精度非要求部に対応し、且つ第一入れ子部材12よりも熱伝導率が低い第二入れ子部材14を備える構成とし、第一入れ子部材12と第二入れ子部材14とを連結して、第一入れ子部材12及び第二入れ子部材14を成形空間と対向させる。
(もっと読む)
溶融微細転写成形方法及び溶融微細転写成形装置
【課題】経済性にも優れ、急速かつ効率的に加熱及び冷却をすることができる金型の加熱及び冷却方法を用い、高精度かつ生産性の高い溶融微細転写成形方法及び溶融微細転写成形装置を提供する
【解決手段】本発明に係る溶融微細転写成形方法は、上及び下成形型に電気ヒータと、加熱又は冷却媒体を流す流路とが設けられ、加熱及び冷却が可能な上及び下成形型により、その下成形型上面に塗布された樹脂を押圧して転写成形体を成形する溶融微細転写成形方法であって、上及び下成形型の加熱が、電気ヒータ及び加熱媒体によりそれぞれその特性を最大限に発揮する状態で行われるようになっている。
(もっと読む)
射出金型装置
【課題】金型の表面を均一に冷却できる金型装置を提供する。
【解決手段】本発明による金型装置は、前面110aにキャビティ120が形成されて内部に加熱手段111が備えられたキャビティ金型板110、及びキャビティ金型板110の背面110bに接離して内部に冷却手段131が備えられた冷却板130を含むキャビティ金型100と、キャビティ金型板110と共にキャビティ120を定めるコア金型200とを含み、冷却板130は少なくとも2つ備えられる。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型
【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
熱硬化性プラスチックの成形方法と熱硬化性プラスチックの成形装置
【課題】設備コストを低減することができる熱硬化性プラスチックの成形方法を提供する。
【解決手段】熱硬化性プラスチックの成形方法は、(1)未溶融の熱硬化性のプラスチック材料90を材料供給ブロック10のポット15内に供給し、ポット15内でプラスチック材料90を溶融する工程と、(2)ポット15に連なる材料供給口16を閉塞する工程と、(3)キャビティ45を有する可動型40を材料供給ブロック10に押圧することにより、ポット15内で溶融した溶融プラスチック91を圧縮し材料供給ブロック10の充填通路18から押し出して可動型40のキャビティ45に充填し、キャビティ45に充填された溶融プラスチック91を加熱し硬化させる工程と、(4)可動型40を材料供給ブロック10から離反させて、キャビティ45で硬化させたプラスチック製品を取り出す工程と、を備える。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
1 - 20 / 204
[ Back to top ]