
Fターム[4F202CP00]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466)
Fターム[4F202CP00]の下位に属するFターム
孔、穴によるもの (436)
埋込み、カートリッジ式のベント部材 (59)
型面への配列、配置に特色 (374)
吸引機構を有するもの (400)
目詰まり防止、除去機構 (39)
その他の点 (152)
Fターム[4F202CP00]に分類される特許
1 - 6 / 6
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
樹脂封止装置

【課題】減圧動作を含む樹脂封止工程において、容易に設定値の意味が理解でき、歩留りを悪化させるボイドの発生や半導体チップと基板とを繋ぐワイヤの変形等を低減するための動作タイミングを設定可能とする。
【解決手段】基板102と半導体チップ104とを、金型126A、126B内に配置させて、減圧動作を経て樹脂封止する樹脂封止装置100において、前記金型126A、126Bは、上型128と上型128に対して進退可能な下型130とを備え、前記樹脂封止の際に行われる下型130の動作線図156A、156Bと、該下型130の進退動作と前記減圧動作とからなる前記減圧圧縮工程(減圧進退工程)を規定する設定値に基づいて下型130が動作した際に得られる減圧動作に係る実績値と、を同一画面に表示する操作画面154を備える。
(もっと読む)
表皮材の成形方法
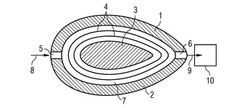
【課題】表皮材にしわが生じるのをより抑制できる表皮材の成形方法を提供する。
【解決手段】表皮材1を、凹部5を備えた成形型6に真空吸着して立体形状に成形する表皮材1の成形方法であって、凹部5の底面周縁部に真空吸着される表皮材1の見切り部8のうち、凹部5の内周面13の屈曲部9に沿う見切り部分10を押圧する第1押圧具11を準備するとともに、第1押圧具11の押圧面12の側縁12Eを、凹部5の内周面13の屈曲部9に沿う屈曲形状に形成しておき、表皮材1の真空吸着の際に、押圧面12の側縁12Eを凹部5の内周面13の屈曲部9に沿わせた状態で、押圧面12で見切り部分10を押圧する。
(もっと読む)
チルベント入れ子
【課題】型開きに際してガス抜き路内で固化した材料を容易に離型させることができると共に、チルベント配置の設計自由度が高く、既製の金型に対するチルベントの新設や増設、移動などといった設計変更にも容易に対応することができるチルベント入れ子を提供する。
【解決手段】金型のキャビイティに連通するガス抜き路4を備えたチルベントを金型本体から分離した入れ子構造とし、このチルベント入れ子1にガス抜き路4内で固化した材料を押出すための離型手段5〜8を金型本体の製品用離型機構から独立した状態に内蔵させる。
(もっと読む)
マイクロ成形加工装置および方法
【課題】 圧力によるオーバーパック等による大きな内部歪みを発生させることなく、プリフォーム材をランナレスで1個取りすることができ、偏肉、厚肉の成形部品の不均一収縮を回避して微細精密形状の転写が可能であり、かつエネルギーロスが少ないマイクロ成形加工装置および方法を提供する。
【解決手段】 成形する小型精密光学部品に対応するプリフォーム材3をランナレスで1個取りするプリフォーム成形装置10と、プリフォーム材3を真空状態で一次圧縮成形を行った後、プリフォーム材をガラス転移点近傍まで冷却し、次いで表面層を再軟化して二次圧縮成形して小型精密光学部品を転写する精密圧縮成形装置40とを備える。
(もっと読む)
合成樹脂薄膜を張設した成型品の製造方法
【課題】
少なくともその一部に合成樹脂薄膜シートが張設された製品を、当該シートに所謂皺などが発生することなく、美しく張設できる合成樹脂薄膜を張設した成型品の製造方法を提唱するものであり、他に本発明の目的は、上記薄膜シートが正しく張られた状態で金型内に導かれるようにしたこと
【解決手段】
装置本体(1)に装備させた一対の金型金型(2)(2)間に合成樹脂製薄膜シート(3)を介在させ、該金型(2)(2)を閉じる行程と、該金型金型(2)(2)内に樹脂材料(9)を射出し、合成樹脂製薄膜シート(3)が張設された製品(10)を製造する行程と、当該製品(10)から合成樹脂製薄膜シート(3)の不必要部分をカットする行程と、当該製品を金型(2)(2)から突出す行程、よりなる
(もっと読む)
1 - 6 / 6
[ Back to top ]