
Fターム[4F202CR06]の内容
プラスチック等の成形用の型 (108,678) | 型の取付け、交換 (650) | 位置合わせ (322)
Fターム[4F202CR06]の下位に属するFターム
型を保持するアダプター、型枠 (85)
Fターム[4F202CR06]に分類される特許
1 - 20 / 237
型、型押し機、型押し品の製造方法
ブロー成形機、金型部品の取り付け方法及び金型ユニット
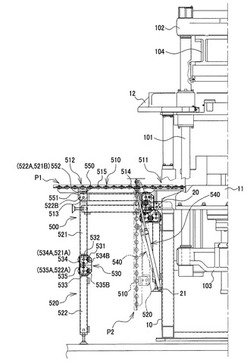
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
金型セット方法

【課題】安価で簡素な方法により、金型と可動プラテンとが干渉するかどうかを確実かつ早期に検知する。
【解決手段】金型投入領域に投入された金型30を、成形機10における固定プラテン11と可動プラテン12との間に搬送してセットする金型セット方法であって、金型30を、固定プラテン11への取付面31cが固定プラテン11の金型取付面11aと同一平面上に配されるように位置決めして金型投入領域に載置するステップと、可動プラテン12に設けられた検知手段40で、金型投入領域に向けて検知光を照射すると共に、金型投入領域に載置された金型30による検知光の反射光の有無を検知するステップと、検知手段40の検知結果に基づいて、金型投入領域に投入された金型30を固定プラテン11と可動プラテン12との間に搬送するか否かの判断を行うステップとを有する。
(もっと読む)
射出成形金型
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
手押し式金型運搬台車を用いた金型取扱方法
【課題】小さな操作力で効率良く、しかも安全に金型を取り扱うことのできる手押し式金型運搬台車を用いた金型取扱方法を提案すること。
【解決手段】金型収納場所から金型装着場所までの間で金型を運搬する場合には電動アシスト機構5によるアシスト力を利用して小さな力で手押し式金型運搬台車1を移動させることができる(ST2)。金型装着場所に対して手押し式金型運搬台車1を位置決めする際には、手押し式金型運搬台車1をエアー浮上状態にして(ST4)、小さな力で手押し式金型運搬台車を前後左右等の各方向に簡単に微小移動させることができるので、位置決め作業を効率良く行うことができる(ST5)。エアー浮上用の圧縮エアーの供給を外部から受けるので(ST3)、コンプレッサーを手押し式金型運搬台車1に搭載しておく必要がなく、その分、台車重量および台車製造コストなどを低減できる。
(もっと読む)
射出成形用型装置および射出成形機
【課題】射出成形用型装置を大幅に小型化できるようにし、一連の射出成形にかかる消費電力を大幅に減らすことができるようにする。
【解決手段】第1パーティング面11を有する固定型1の2つの側面に第1突出部材12を設ける。また、第1パーティング面11と同形同大の第2パーティング面21を有する可動型2の側面であって、固定型1および可動型2を型締したときに第1突出部材12と対向しない位置にある2つの側面に第2突出部材22を設ける。これにより、固定型1と可動型2との位置決めを、第1突出部材12と可動型2の側面との接合、および第2突出部材22と固定型1の側面との接合によって行われるようにして、当該位置決めのためにガイドピンを設ける必要をなくす。また、小型化により固定型1および可動型2の熱容量を小さくし、温度コントロールに要する消費電力を削減できるようにする。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
プレート・ダイ装着構造
【課題】プレート・ダイの胴への取り付け、取り外しを容易とし、取り付けられたプレート・ダイが胴から外れないようにし、かつ微小の見当調整を容易とするプレート・ダイ装着構造の提供。
【解決手段】プレート・ダイ5の一端部に第1突設片7が突設され、他端部に長孔8aを有する第2突設片8が突設されている。永久磁石11が埋設されたマグネット・サドル10の一端部には第1突設片7が係入されるスリット12が設けられ、他端部には第2突設片8がねじ止めされる。マグネット・サドル10の両側部には、長孔14cが形成された鍔14がマグネット・サドル10の表面から退避した低い位置に設けられている。エンボッシング・シリンダの周面には、溝が円周方向に等間隔おいて複数設けられている。長孔14cに挿通させたボルトをエンボッシング・シリンダの溝に締結し、プレート・ダイ5がマグネット・サドル10を介してシリンダの周面に装着される。
(もっと読む)
レンズ用金型及びウェーハレベルレンズ
【課題】成形されたレンズの中心位置やレンズピッチを高精度に測定することができるレンズ用金型及びウェーハレベルレンズを提供する。
【解決手段】本技術の一形態に係るレンズ用金型は、第1の成形面と、複数の第2の成形面と、複数のエッジ部とを具備する。上記第1の成形面は、第1の軸方向に平行な平面で形成される。上記複数の第2の成形面は、上記第1の軸方向に直交する第2の軸方向に平行な主軸をそれぞれ有する球面又は非球面で形成される。上記複数の第2の成形面は、上記第1の成形面に上記第1の軸方向に沿って第1のピッチで配置される。上記複数のエッジ部は、上記第1の成形面に前記複数の第2の成形面の各々に対応して設けられ、上記第1の軸方向に沿って上記第1のピッチで形成される。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
タイヤ加硫金型の製造方法
【課題】セグメント素材25に対して機械加工を施す際の位置決めを容易に行う。
【解決手段】鋳造時にセグメント素材25のタイヤ幅方向両端面26等に基準部としての穴27を設けるとともに、該穴27を用いてセグメント素材25に対し機械加工時における位置決めを行うようにしているため、セグメント素材25の機械加工時における位置決めを容易に行うことができ、作業能率が向上するとともに、簡易的に位置決め用の治具に取り付けることもできる。
(もっと読む)
タイヤ加硫装置
【課題】電気加熱式プラテンが有するタイヤ加硫時の変形やプラテン交換に関する問題を解決したタイヤ加硫装置を提供する。
【解決手段】外金型内に収容された生タイヤを、当該生タイヤの外側及び内側から加熱して加硫成形するタイヤ加硫装置であって、生タイヤを充填するコンテナの上下に接して、またはコンテナの上下部分に内蔵した状態に配設され、加硫時に外金型の外側から生タイヤを加熱するプラテン10を電気式とし、ドーナツ型円盤としたプラテン10の周方向が複数に分割されている。
(もっと読む)
型、インプリント方法及び物品製造方法
【課題】ショット領域と型との位置合わせとインプリント処理後のエッチング処理との双方を円滑に行う技術を提供する。
【解決手段】インプリント装置用の型3は、基板側の表面に、パターンを有する中央領域11と一対の第1周辺領域15とを含む。前記中央領域は、x軸に平行な一対の辺とy軸に平行な一対の辺とを含む境界を有する。前記一対の第1周辺領域は、前記中央領域の前記y軸に平行な一対の辺を含み、前記中央領域の外側に配置される。第1周辺領域は、型側マーク7が形成され、インプリント処理のときに型と基板上に形成された基板側マーク6との間に樹脂が充填されない第1領域15aと、型側マークが形成されず、インプリント処理のときに型と基板上に形成された基板側マークとの間に樹脂が充填される第2領域15bとからなる。第2領域は、中央領域の中心を通り前記y軸に平行な直線に対して第1領域と線対称な領域を含む。
(もっと読む)
成形金型および樹脂封止装置
【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
射出成形用金型
【課題】本発明は、仕様の異なる製品を製造するのに好適な射出成形金型を提供する。
【解決手段】固定側型板1と可動側型板2とを、これらの間にスライド型板4a,4bに支持されたコア3a,3bを進出させて型締めすることにより、該固定側型板1及び可動側型板2の各型面8a,9a,23a,24aと該コア3a,3bの外周面との間に管形成用のキャビティが形成される射出成形用金型Aであって、コア3a,3bのスライド型板4a,4b側に離脱可能に装着されて、該スライド型板4a,4b側のキャビティの一部を埋める入れ子ブロックを備えてなることを特徴とする。
(もっと読む)
樹脂製品の製造方法
【課題】線状金属パターンが、表面に所望のパターンで正確に積層されてなる樹脂製品を効率的に製造可能な方法を提供する。
【解決手段】線状金属パターンと対応した形状の凹溝40がキャビティ面38に形成された第一の型28と、第二の型26との間で形成される成形キャビティ48内に、線状金属パターンと同一パターンの線状金属層58が表面に形成された転写シート24を収容配置した後、成形キャビティ48内に溶融樹脂62を射出、充填して、樹脂成形品を成形する一方、線状金属層58が形成された転写シート部分60を、溶融樹脂62の射出圧にて、凹溝40内に押し込みつつ、樹脂成形品に密着させて、線上金属層58を樹脂成形品に転写するようにした。
(もっと読む)
1 - 20 / 237
[ Back to top ]