
Fターム[4F202CR07]の内容
プラスチック等の成形用の型 (108,678) | 型の取付け、交換 (650) | 位置合わせ (322) | 型を保持するアダプター、型枠 (85)
Fターム[4F202CR07]に分類される特許
1 - 20 / 85
樹脂フィルムと基板とのアライメント方法
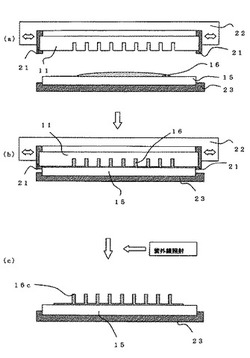
【課題】樹脂フィルムに形状変化が生じた場合であっても、樹脂フィルムの凹凸パターンを基板の所望とする位置に合わせることができるアライメント方法を提供すること。
【解決手段】表面に微細な凹凸パターンが形成された樹脂フィルム11と、前記凹凸パターンが転写されるべき光硬化性樹脂層16を有する基板15とを貼り合わせる際に、前記樹脂フィルム11と前記基板15とを位置合わせするアライメント方法であって、前記樹脂フィルム11はその平面形状が多角形であり、前記樹脂フィルム11の頂点部分は保持せずに辺の縁部を保持して平面方向に伸長する工程を含むことを特徴とするアライメント方法。
(もっと読む)
プレート・ダイ装着構造

【課題】プレート・ダイの胴への取り付け、取り外しを容易とし、取り付けられたプレート・ダイが胴から外れないようにし、かつ微小の見当調整を容易とするプレート・ダイ装着構造の提供。
【解決手段】プレート・ダイ5の一端部に第1突設片7が突設され、他端部に長孔8aを有する第2突設片8が突設されている。永久磁石11が埋設されたマグネット・サドル10の一端部には第1突設片7が係入されるスリット12が設けられ、他端部には第2突設片8がねじ止めされる。マグネット・サドル10の両側部には、長孔14cが形成された鍔14がマグネット・サドル10の表面から退避した低い位置に設けられている。エンボッシング・シリンダの周面には、溝が円周方向に等間隔おいて複数設けられている。長孔14cに挿通させたボルトをエンボッシング・シリンダの溝に締結し、プレート・ダイ5がマグネット・サドル10を介してシリンダの周面に装着される。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側から嵌め込む構造を採用しながら、コアピンと金型との緩みを防止する。
【解決手段】本発明は、金型構造100であって、製品成形部31から離れた位置に拡径部34を有するコアピン30と、コアピン30を打ち込んで嵌挿するコアピン取付け孔20を金型表面側に有する金型10と、コアピン取付け孔内20に配置され、拡径部34より小径の嵌合部41を有する圧接部材40と、を備え、拡径部34が嵌合部41に挿入されることにより、嵌合部41は拡径方向の力を受けてコアピン取付け孔20の内壁に圧接する。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
成形機の金型位置決め装置
【課題】金型基板の標準化の結果、必要以上に大きな標準化された金型基板を設ける必要があるため、金型のサイズが大型化し、金型の重量が重くなるため、金型交換の作業負荷が大きくなり、金型の製造コストが高価になる。
【解決手段】ベース部材10よりも上方に配置されて金型Mを載置可能な型受け部材15と、型受け部材15を昇降移動させるエアシリンダ20と、型受け部材15に夫々固定され且つ型受け部材15をベース部材10に対して昇降可能にガイドする1対のガイドロッド30,30と、ベース部材10に配置され且つ1対のガイドロッド30,30に夫々係合してロック可能なロック機構40とを備え、ロック機構40が1対のガイドロッド30,30に係合してロックしたとき、1対のガイドロッド30,30を介して型受け部材15をベース部材10に支持し、型受け部材15により金型Mの下端を支持することで金型を位置決めするように構成した。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
ラミネート装置、およびラミネート装置におけるダイヤフラムの取り付け方法
【課題】真空時におけるチャンバ内部への大気の流入を抑制することができ、かつ、ダイヤフラムに穴を開ける必要のないラミネート装置、およびラミネート装置のダイヤフラム取り付け方法を提供する。
【解決手段】下面が開放された内部空間を有する上ケース2と、上面が開放された内部空間を有する下ケース3と、上ケースの下面側に着脱可能で、ダイヤフラムの周縁部を支持するフレーム4と、上ケースと下ケースの少なくとも一方に設けられた排吸気手段11,12と、上ケースと下ケースとの間に配置された被ラミネート体を支持および加熱するための支持台および加熱手段7,8とを備える。そして、このラミネート装置はさらに、上ケースとフレームとの間にダイヤフラムを挟み込んだ状態で、上ケースおよびフレームの端面よりも内側で、上ケースとフレームを締め付けるための締付け具32を備える。
(もっと読む)
筒状部材成形用金型構造
【課題】コア金型に曲げ変形が生じることを防止でき、精度よく筒状部材を製造することを可能にする筒状部材成形用金型構造を提供する。
【解決手段】筒状のキャビティ金型と、このキャビティ金型の内孔に挿入設置されてキャビティ金型との間に射出空間を形成する棒状のコア金型10とを備え、射出空間に溶融樹脂を射出して筒状部材を成形するための筒状部材成形用金型構造であって、コア金型10の先端10b側に、コア金型10の先端10bから軸線O2方向外側に突出し、軸線O2中心の周方向に間隔をあけて配設された複数の突部19を備え、キャビティ金型の内孔にコア金型10を挿入設置するとともに複数の突部19をキャビティ金型の内面に当接させて、コア金型10の先端10b側を位置決め支持するようにした。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
成形ユニット取り付けシステム、および該システムを備える成形ユニット
【課題】成形空洞(型穴)を有する半殻と呼ばれる成形部の交換によりボトルの外観および/または形状に変化に対応しやすいシステムを提供することである。
【解決手段】少なくとも1つの交換可能な成形部11を、相補的な形状の支持部12に設けられる台に取り付ける成形ユニット取り付け方法であり、交換可能な成形部11の辺のうちで成形部の軸に平行な辺の1つに、停止部として機能する少なくとも1つの固定装置2を備え、他方の辺において、作動ロック位置と非作動ロック位置との間を移動する可動式ロック装置3を備える。可動式ロック装置3は、自動的にそれ自身を非作動ロック位置から作動ロック位置へ自動的に戻すための弾性戻り手段を備え、また、操作者の手動によって非作動位置への切換も可能であり、成形部11を有する半殻の交換固定を容易にした構造である。
(もっと読む)
カセット式先抜き型射出成形用金型
【課題】母型に対し交換自在なカセット式金型で先抜き機構に対応できるようにしたカセット式先抜き型射出成形用金型を提供する。
【解決手段】機能の共通な金型として射出成形機に取り付けておく母型1に対し、着脱自在な交換用金型であるカセット式金型2は、固定型13と可動型26で構成される。可動型26には、アンダーカット部を有する成形品32を成形するキャビティ18を構成する可動型板34とスライド入子33とセンターコア27とが設けられる。センターコア27には引っ張りボルト28の先端が係合し、引っ張りボルト28の後端側にスリーブ44(図示省略)とブシュ38が外嵌し、その引っ張りボルト28の後端に引っ掛け部材29がネジ43によって固定される。レール溝10a及び10bを母型1のレールに嵌合させてカセット式金型2を母型1に挿入すると引っ掛け部材29の両端部に形成されているフランジ間の凹部に母型1の受け板22の引っ掛け爪30が係合する。
(もっと読む)
転写装置および転写方法
【課題】型に形成されている微細な転写パターンを被成型品に転写する転写装置において、簡素な構成で、転写不良の発生を防止する。
【解決手段】被成型品Wに、型Mに形成されている微細な転写パターンを転写する転写装置3であって、水平方向を向いていて仮組立体TAが面接触する平面である設置面33を備えた設置体13と、設置面33から水平方向に突出し、仮組立体TAの中央貫通孔に嵌まることで、仮組立体が重力で落下することを防止する支持体27と、両端面が軸方向に垂直な平面に形成され、支持体が仮組立体の中央貫通孔に嵌まることで仮組立体の落下を防止しているときに、仮組立体が嵌まっている位置よりも支持体の先端側に仮組立体と並んで嵌まることで、支持体からの仮組立体の外れを防止するリング状の外れ防止体18と、設置面と平行に対向し、仮組立体の他方の面を外れ防止体を介して押圧するための押圧体15とを有する。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
オーバーストロークベースのための型支持部
いわゆる「箱状頂部」処理によって熱可塑性ボトルの底部を形作るための型頂部支持部(3)は、上記型頂部(3)との間に介在するベース(10)と、型担持ユニットのフレーム(6)上に案内されるスライドボルスタ(11)と、を備え、このベース(10)は、二重動作シリンダアクチュエータの形態で形成され、そのロッド(14)は、上記型頂部(3)を支持する。アクチュエータのシリンダを閉じるベースプレート(17)には、ボルスタ(11)に迅速に組み立てる指部(18)が設けられている。このベースプレート(17)は、指部(18)の周囲で、一方では熱移送流体及び離型空気を型頂部(3)内に送達するノズルの気密な通過を可能とするように構成された穴部と、他方ではシリンダアクチュエータのチャンバ(21及び22)の供給ノズルを取り付けるための領域と、を有し、このノズルは、全て上記型頂部(3)の変位軸x−x’と平行に配置されている。  (もっと読む)
(もっと読む)
樹脂成型品の製造方法及び製造装置
【課題】射出成型法を用いて熱硬化性樹脂から成る樹脂成型品を効率よく製造する方法を提供する。
【解決手段】第1ベース金型111に着脱可能に設けられた第1入子211と第2ベース金型112に着脱可能に設けられた第2入子212を、第1ベース金型111と第2ベース金型112を押圧することにより密着させる。これにより第1入子211と第2入子212の間に形成されるキャビティ23に、そのキャビティ23に接続された圧入路24、25を通して流動状態の熱硬化性樹脂を圧入する。続いて、圧入路を封止すると共に第1入子211と第2入子212を密着させた状態で両者を固定する。そして、第1入子211及び第2入子212から成る入子ユニット21を第1ベース金型111及び第2ベース金型112から取り出し、キャビティ23内の熱硬化性樹脂を硬化させる。
(もっと読む)
射出成形方法および射出成形装置
【課題】バリなどのない精度の高い高品質の成形品を安価に成形することができる射出成形方法を提供する。
【解決手段】可動盤(12)と可動側金型(K2)との間に、略板状を呈すると共に端部近傍が厚さ方向に所定量切り落とされた逃し部(33a)によって前記型盤との接触面が前記金型の投影面よりも小さくなっている補正盤(30)を介装する。トグル機構(20)による型締時に補正盤(30)の逃し部(33a)がわずかに変形する。従って、型締時に可動盤(12)に生じる変形を緩和することができ、可動側金型(K2)は変形しない。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
ワークの設置装置及びワークの設置方法
【課題】コストを抑制しつつ、簡単かつ短時間でワークを設置することができ、更に適用範囲の広い、新規なワークの設置装置及びワークの設置方法を提供する。
【解決手段】本発明は、プラテン2が起立するベース面1fに、吊り上げた金型Mを下ろして、当該金型Mの側面F2がプラテン側面2fと略平行になるように当該金型Mを設置する方法であって、金型Mの下端面F1がプラテン側面2fから遠ざかるように傾いた状態で当該金型Mを吊り下げ、ベース面1fと金型Mとの間で、当該金型Mを吊下げた状態における重心OM位置の直下よりもプラテン2側に近い位置に、ローラ部材11を配置し、金型Mの下降により、下端面F1がローラ部材11に当接されると共に、当該金型Mをプラテン2fに近づけて互いの両側面F2,2fが略平行となるようにローラ部材11でガイドする。
(もっと読む)
クイックチェンジ式成形ツーリングを用いるシステムおよび方法
モジュールキャリアユニットにツーリングモジュールを装着し、キャリアユニットが、射出成形プレスの支持部材上に載置されるように、モジュールキャリアユニットを成形プレスに挿入し、ツーリングモジュールがモールドベースの突き出し側と結合するまで成形プレスを閉じる方法。 (もっと読む)
1 - 20 / 85
[ Back to top ]