
Fターム[4F202CS10]の内容
プラスチック等の成形用の型 (108,678) | 補助操作 (492) | その他の点 (108)
Fターム[4F202CS10]に分類される特許
1 - 20 / 108
発泡樹脂成形体の製造方法及び装置
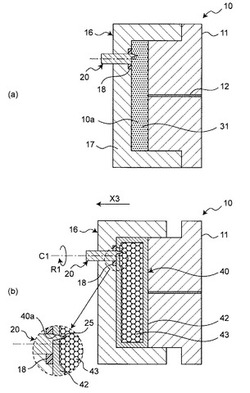
【課題】発泡樹脂成形体の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形体の製造方法及び装置を提供する。
【解決手段】固定型11と可動型16とでなる一対の成形型10を用い、溶融状態の発泡性樹脂31を成形型10のキャビティ10aに充填することによりスキン層42と発泡層43とを有する発泡樹脂成形体40を成形した後に、発泡樹脂成形体40の冷却過程において、成形型10に回転可能に挿通されるとともにキャビティ10a側の先端部にスキン層42の一部を開口させるための刃部25を有するピン状部材20を回転させ、スキン層42の一部を開口させて発泡層43を露出させる。
(もっと読む)
射出成形機

【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
粗形材の設計支援方法及び装置
【課題】三次元の粗形材のモデリングを効率よく短時間で行える粗形材の設計支援方法を提供する。
【解決手段】設計しようとする粗形材により作成される対象物の基本形状を金型材モデルの分割面で分割する第1工程と、第1工程による基本形状の分割形状毎に粗形材の分割形状を並行して作成する第2工程と、分割粗形材形状を金型材モデルの各部に転写する第3工程と、分割粗形材形状を転写して得られた各分割粗形材金型モデルを各分割面位置を合わせて一体化する第4工程と、一体化されてなる金型モデルにより基本形状の粗形材形状を対象物側に転写する第5工程とを有して粗形材をモデリングする。
(もっと読む)
インプリント方法及びテンプレートの欠陥検査方法
【課題】 インプリントにおけるテンプレートの検査を短期間で確実に行うことができ、インプリント装置の稼働率の向上及び生産性の向上に寄与する。
【解決手段】 実施形態のインプリント方法は、テンプレートを作製するためのパターンデータを元に、テンプレートの検査で用いるレジスト材の塗布条件を決定し、決定された塗布条件にて検査用基板30上にレジスト材11を塗布する。レジスト材11にテンプレート20を接触させ該レジスト材11を一定時間硬化させた後に、テンプレート20をレジスト材11から剥離することにより、検査用基板30上にレジストパターンを形成する。検査用基板30上に形成されたレジストパターンを検査し、テンプレート20の使用可否判定を行う。そして、使用可能と判定されたテンプレート20を用いて、被加工基板上にレジストパターンを形成する。
(もっと読む)
プラスチック筐体用成形品及び射出成形機並びに射出成形方法
【課題】 コスト面で有利に、金属コーティングされたガラス繊維を磁界によって強制的に理想な方向に設定することにより、強度を確保することができるプラスチック筐体用成形品及び射出成形機並びに射出成形方法を提供する。
【解決手段】 プラスチック筐体用成形品10は、ガラス繊維を含有し、ガラス繊維に、着磁される金属が蒸着によりコーティングされる。
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】成形加工機の洗浄状態の目視による確認が容易である、成形加工機洗浄用の熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂と亜リン酸エステルを含む酸化防止剤を含有する成形加工機洗浄用の熱可塑性樹脂組成物であって、前記亜リン酸エステルが、6-[3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロポキシ]-2,4,8,10-テトラ-t-ブチルジベンズ[d,f][1,3,2]ジオキソフォスフェピンである成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
インサート成形方法およびその装置
【課題】インサート成形品の、樹脂成形部に対する金属板のプレス加工部位の形状精度を高くする。
【解決手段】インサート成形用の成形型2に、ポンチ部211およびダイス部221を設け、成形型2によってターミナル(金属板)12を挟持する工程のとき、ポンチ部211とダイス部221とによって、ターミナル12に凸部121をプレス加工する。これによると、ターミナル12の凸部121の、樹脂成形部11に対する形状精度は、成形型2の精度レベルの高い精度を実現することができる。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
インプリント方法、インプリント装置及びプログラム
【課題】生産性が高く、テンプレートに欠陥が生じた場合に、欠陥の種類に応じて最適な歩留まりの管理を行うことができるインプリント方法、インプリント装置及びプログラムを提供する。
【解決手段】実施の形態のインプリント方法によれば、テンプレートに形成された凹凸パターンを基板上のインプリント材料に接触させて凹凸パターンをインプリント材料に転写する工程と、転写する工程の後にテンプレート又はインプリント材料に形成された凹凸パターンを撮像する工程とを複数回行う。次に、複数回の撮像する工程によって得られた複数の画像の経時的な変化に基づいて、テンプレートの欠陥の種類を判定する。
(もっと読む)
金型検査装置、金型検査方法、防眩製品ヘイズ予測方法および防眩製品反射像鮮明度予測方法
【課題】防眩効果を奏する製品を成形するための金型に関して、たとえその金型によって製品を成形しなくても、製品に得られるであろう光学特性を推定することができるようにする。
【解決手段】金型検査装置101は、表面に形成された凹凸形状によって防眩効果を奏する製品を成形するための金型1の検査装置であって、金型1の被検査面1aに向けて投光するための投光ファイバ11と、被検査面1aからの反射光を受光するための1以上の受光ファイバ12と、1以上の受光ファイバ12が受光する光の強度を検出するための検出部20とを備える。
(もっと読む)
成形金型、成形金型の再生方法、及び樹脂製品の製造方法
【課題】樹脂成形用の成形金型において、成形金型を再生して繰り返し成形できるようにすること。
【解決手段】離型膜25と共有結合する中間膜24と、金型母材を構成する転写面加工層22や本体部分21との間に、エッチング液に対する耐性を有し10nm以上100nm以下の膜厚を有する保護膜23を設けるので、離型膜25を中間膜24とともにエッチング液によって除去する際に、転写面加工層22等をエッチング液から保護することができる。これにより、離型膜25の付着性を下地の中間膜24によって高めたタイプの成形金型40においても、中間膜24と離型膜25とを一旦除去して再度形成する成形金型の再生が可能になる。ここで、保護膜23が10nm以上100nm以下と、比較的薄いので、転写面加工層22等における母材転写面22aの形状が保たれ転写精度を高めることができる。
(もっと読む)
塩化ビニル系樹脂組成物の成形加工方法
【課題】高度に安定化された塩化ビニル系樹脂組成物を、赤スジを生じることなく成形可能な塩化ビニル系樹脂組成物の成形加工方法を提供する。
【解決手段】ダイスを用いる塩化ビニル系樹脂組成物の成形加工に際し、塩化ビニル系樹脂100質量部に、(a)カルシウムアセチルアセトネート0.05〜3質量部及び(b)(a)以外のβ−ジケトン化合物0〜0.1質量部を含有する塩化ビニル系樹脂組成物を使用することを特徴とする塩化ビニル系樹脂組成物の成形加工方法である。
(もっと読む)
流延支持体の表面処理方法
【課題】流延膜を剥ぎ取りやすく、また、連続的に安定して剥がすことができるように流延支持体の表面処理を行う。
【解決手段】表面処理工程は、金属酸化物の微粒子が分散した液を含む第1の布で、ドラムの周面を研磨する湿式研磨工程46と、この湿式研磨工程46の後に、乾いた第2の布で周面を研磨する乾式研磨工程47と、周面上の微粒子を取り除く洗浄工程43とを有する。湿式研磨工程46の前には、周面上の異物をできるだけ除去して周面を一定レベルの清浄度にする予備洗浄工程41を実施する。第1の布に含まれる液は、酸化クロム微粒子を油性化合物で保持した固形物が潤滑油と前記油性化合物の溶剤とに混合された液である。
(もっと読む)
多色成形品の成形方法、および成形装置
【課題】多色成形品の軽量化と変形防止とを実現できる多色成形品の成形方法および成形装置の提供を図る。
【解決手段】補助キャビティ12Cはトリムアッパー2の成形後、可動分割型13を下動することにより該トリムアッパー2の端部下方に他方の分割キャビティ12Bと連通して形成される。補助キャビティ12Cに充填される溶融樹脂または該補助キャビティ12Cで成形されたジョイント部4は、可動分割型13に組込まれた超音波振動発生装置20の作動により該可動分割型13を介して超音波振動が付与され、以て、トリムアッパー2とジョイント部4とが超音波融着されて、2色の色違いのトリムアッパー2とトリムロア3とからなるドアトリム1が一体成形される。
(もっと読む)
再生金型の製造方法および再生金型
【課題】再生金型の型寿命が比較的長く、また、繰り返し再生を行いやすい再生金型を提供する。
【解決手段】使用済みとなった金型Pを準備する準備工程と、金型Pの型面Fに存在する劣化部Dを除去し、元の型面形状となるように型面Fの面下げを行う面下げ工程と、金型Pの後端部に金型材Hを接合する接合工程と、金型材Hの余剰部分を除去し、元の金型形状に整形する整形工程とを有する再生金型の製造方法とする。上記製造方法では、準備工程の後に、面下げ工程、接合工程を行っても良いし、上記準備工程の後に、接合工程、面下げ工程を行っても良い。
(もっと読む)
モデルデータの修正方法
【課題】モデルデータを測定データに適合するように簡便かつ効率的に修正する。
【解決手段】基準となるモデルデータに基づいて製作された金型を修正し、修正された金型を測定器によって測定することにより金型3次元測定データを得た後、コンピュータにより、金型3次元測定データの計測データ面10とモデルデータのモデル面16とを近接配置する。モデル面16において設定されたポリゴンの頂点24から法線を求める(S102)。法線と計測データ面10との第1回交点を求める(S103)。頂点24を法線に沿って第1回交点までの所定割合位置まで移動させて移動修正面を得る(ステップS104,S105)。同様の処理を複数回繰り返して実行する(S106〜S116)。投影処理で得られた上層面に対して適正化処理を行う(S117)。
(もっと読む)
モデルデータの修正方法
【課題】モデルデータを測定データに適合するように簡便かつ効率的に修正する。
【解決手段】基準となるモデルデータに基づいて製作された金型を修正し(S6)、修正された金型を測定器によって測定することにより金型3次元測定データを得る(S7)。コンピュータにより、金型3次元測定データにおけるノイズ箇所を特定して除去する(S9)。金型3次元測定データとモデルデータとを近接配置し、モデルデータで示されるモデル面16を、金型3次元測定データで示される計測データ面10に投影させるための積層変形を行う(S12)。この工程は、モデル面16のうち、金型が修正された箇所に相当する範囲だけに限定して行う(S11)。ノイズが除去された箇所はモデルデータで補完する(S13)。
(もっと読む)
ゲートカット方法及びレンズ受け治具
【課題】簡便な方法でゲート部を精度良くカットする。
【解決手段】制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に僅かに移動させて、レンズ12のフランジ部21外周面22を引掛け面38に確実に引っ掛ける。フランジ部21の外周面22が引掛け面38に引っ掛かることで、レンズ12の位置が固定されてゲート部17はA方向に沿うことになる。制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に移動させるようにゲート部17に対してその引張り強度よりも小さい引張り応力を与えながら、カッター移動機構32の駆動を制御してカッター31を矢印の方向に移動させてゲート部17をカットする。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
1 - 20 / 108
[ Back to top ]