
Fターム[4F202CU00]の内容
プラスチック等の成形用の型 (108,678) | タイヤ用型、コア (1,668)
Fターム[4F202CU00]の下位に属するFターム
Fターム[4F202CU00]に分類される特許
1 - 20 / 44
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールド表面に開口する排気機構のスリットを、簡便に精度よく所定のすき間で形成できるタイヤ加硫用モールドの製造方法およびこの製造方法により製造されるタイヤ加流用モールドを提供する。
【解決手段】表面に凹凸を設けたブレード7の凹部のみを易崩壊性耐火材料からなる被覆層11で被覆した状態にして、このブレード7を石膏鋳型13の表面13aに突出させて配置するとともに、鋳造用耐火材からなる紐状の排気孔形成部材12を、ブレード7に対して被覆層11に接触するように取り付け、この石膏鋳型13の表面13aに溶融金属Mを流し込んでモールドを鋳造した後に、被覆層11を除去してブレード7の凹部にスリットを形成し、排気孔形成部材12を除去することにより排気孔を形成して、スリットをモールドの外部に通じる排気孔と連通させる。
(もっと読む)
マスターモデルの製作方法

【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法
【課題】加硫時間を短縮し、稼働効率を向上させることができるようにする。
【解決手段】媒体供給路25から媒体流通経路20に供給する窒素ガスを、シースヒータ43で予め所定温度まで加熱し、保温しておく。加硫時に媒体供給路25から媒体流通経路20に供給される窒素ガスは、昇温された状態で媒体流通経路20に流入するので、媒体流通経路20に供給された窒素ガスによって、媒体流通経路20を流通する窒素ガスの温度が低下するのが抑制される。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 エアシール性を十分に確保しながらリム組み作業性を改善することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のビード部3のヒールに面取り部4を形成し、該面取り部4の深さをタイヤ周方向に沿って徐々に変化させる。
(もっと読む)
タイヤ内面の製品不良判定方法
【課題】加硫成形工程の後半の、加硫ブラダ内への水ないしは水圧の封じ込め態様を工夫することで、排出通路の開閉弁の上流側に取付けた従来技術と同様の圧力センサによって、加硫ブラダへの、ピンホール状の小孔(1φ以下)の発生を正確に検知し、もって、水分ベアの発生による製品不良の発生を高い精度で迅速に検出することで、製品タイヤのスクラップ本数を著しく低減できるタイヤ内面の製品不良判定方法を提供する。
【解決手段】筒状可撓膜体の両開口端部分を、対をなすそれぞれのリング部材で気密に閉止してなる加硫ブラダ3内に、供給通路1を経て加圧スチームを所定時間供給した後、加硫ブラダ2内へ、前記排出通路2の閉止下で、所定の圧力を供給し、次いで、該ブラダ3内の水圧の低下の有無を、前記排出通路2の開閉弁4より上流側に取付けた圧力センサ5により検知し、前記水圧の低下の検知に基いて、加硫ブラダ3へのピンホール状の小孔(1φ以下)の発生に起因する、タイヤへの異常加硫の発生を検出する。
(もっと読む)
空気入りタイヤ
【課題】タイヤ表面に形成されるベントスピューの意図しないちぎれや折れを抑制して、トレッド面やデザイン面の不測の破損を有効に防止できる空気入りタイヤを提供する。
【解決手段】本発明の空気入りタイヤは、タイヤ表面1から突出するベントスピュー2を有し、ベントスピュー2を、タイヤ表面1と連続的な曲面を介してつないでなることを特徴とする。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールドに埋設される筒状体を用いて、排気機構として機能する微小すき間を別工程で形成することなく、モールドの鋳造とともに形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】板状体の両端部を突き合わせて形成した筒状体7を、その突き合わせた両端部7bが石膏鋳型16の表面16aに接するように配置した後、この石膏鋳型16の表面16aに溶融金属Mを流し込んで筒状体7を埋設したモールドを鋳造し、この鋳造の際の熱によって、突き合わせた両端部7bを開口させて微小すき間を形成して、この微小すき間をモールドのタイヤ成形面に露出させる。
(もっと読む)
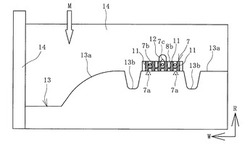
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールドに埋設される筒状体を用いて排気機構となる微小すき間を備えたモールドをする際に、石膏鋳型に対する筒状体のセッティング作業を容易にして生産性を向上できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】石膏鋳型11の表面に突設した板状の固定金具9の嵌合部9aに、板状体の両端部7bの内周面どうしを対向させて形成した筒状体7を、対向させた両端部7bを嵌合部9aに挿入して嵌合させて、対向させた両端部7bのすき間を狭くして、両端部7bの先端を石膏鋳型11の表面に接するように配置した後、石膏鋳型11の表面に溶融金属を流し込んで筒状体7をモールドに埋設するとともに、対向させた両端部7bの先端をモールドのタイヤ成形面に露出させ、モールドから固定金具9を除去して、対向させた両端部7bの間に微小すき間を設けたモールドを製造する。
(もっと読む)
空気入りタイヤの加硫方法
【課題】金型内における加硫時間を短縮して高額な金型の台数を減少させて設備費用を削減するとともに、過加硫を軽減して、タイヤの加硫度の適正化を図るものである。
【解決手段】加硫工程を前段と後段の2段階として、前段の加硫工程ではタイヤの表面デザインが刻印された金型を使用し、後段の加硫工程ではタイヤの表面デザインを有さない型でタイヤの外側を拘束し内圧を充填して加硫する。前記後段の加硫工程にて、タイヤの外側を拘束する型に加熱装置を組み合わせ、前段の加硫終了時点において、少なくとも加硫の遅れている部位へ型を配置することで後段加硫を行う。型の加熱方法としては、型の内部に、ヒーターを埋め込んだり、通気孔を設けてスチーム等の熱媒体を通過させることができ、タイヤの肉厚部に相当する位置でのヒーターや通気孔を設ける密度を高くしたり、肉厚部のヒーター温度を高くすることにより適正な加硫を行うことができる。
(もっと読む)
タイヤ加硫金型の製造方法
【課題】セグメント素材25に対して機械加工を施す際の位置決めを容易に行う。
【解決手段】鋳造時にセグメント素材25のタイヤ幅方向両端面26等に基準部としての穴27を設けるとともに、該穴27を用いてセグメント素材25に対し機械加工時における位置決めを行うようにしているため、セグメント素材25の機械加工時における位置決めを容易に行うことができ、作業能率が向上するとともに、簡易的に位置決め用の治具に取り付けることもできる。
(もっと読む)
タイヤ加硫金型及び空気入りタイヤの製造方法
【課題】ベア等の成形不良を抑制しつつ、タイヤの美観の低下を抑制しうる。
【解決手段】タイヤ加硫金型11である。タイヤ加硫金型11は、タイヤ1のトレッド部2の外面を成形しうるトレッド成形面12sを有するトレッド成形型12と、タイヤ1のビード部4の外面を成形しうるビード成形面13sを有する一対のビードリング13と、トレッド成形面12sとビード成形面13sとの間のサイド領域Tsをタイヤ半径方向にのびタイヤ1の側面1sを成形しうるサイド成形面14sを有する一対のサイド成形型14とを含む。サイド成形型14は、タイヤ周方向に分割された複数のサイドセグメント21をタイヤ周方向に連ねることによりリング状をなす。サイド成形面14sには、サイドセグメント21の合わせ面によってタイヤ半径方向にのびる複数の半径方向割面部22が形成される。この半径方向割面部22は、タイヤ1とサイド成形型14との間の空気を排出する。
(もっと読む)
空気入りタイヤ及びその加硫用金型
【課題】サイドウォールの外表面に設ける標章やサイズ表示や装飾のための文字又は図形を目立たせることのできる空気入りタイヤ及びその加硫用金型を提供する。
【解決手段】各文字10や各図形20がサイドウォール1の外表面1aから突出している複数の凸部Tの集合によって形成され、各文字10や各図形20内で複数の凸部Tが複数列に並ぶように配置され、各列内でその並設方向における各凸部Tの寸法Lが、「Y」の字を構成する文字骨格線BLに向かって徐々に大きくなるように構成されていたり、各図形20の幅方向外側から内側に向かって徐々に大きくなるように構成されていたりするので、各凸部Tのサイドウォール1の外表面1aからの高さ寸法が互いに同等である場合でも、並設方向寸法Lの大きい凸部Tが並設方向寸法Lの小さい凸部Tよりも手前側に見える視覚的効果を生ずる。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
タイヤ成形加硫用離型剤組成物及びタイヤ成形用ブラダー
【課題】同一ブラダーを用いてのタイヤ成形加硫回数を飛躍的に伸ばすとともに、タイヤ不良率を大幅に低減することができるタイヤ成形加硫用離型剤組成物及びそれを用いたタイヤ成形用ブラダーを提供する。
【解決手段】(A)環状ジオルガノポリシロキサンもしくは両末端シラノール基含有ジオルガノポリシロキサン又はこれらの組み合わせ 100質量部と、(B)特定のメルカプト基含有アルコキシシランもしくは特定のメルカプト基含有環状ポリシロキサン又はこれらの組み合わせ 5〜30質量部とを、(C)乳化重合触媒 0.1〜15質量部、(D)乳化剤 0.1〜15質量部、及び(E)水 80〜500質量部、の存在下で乳化重合してなるオルガノポリシロキサンラテックスを含有するタイヤ成形加硫用離型剤組成物;上記のタイヤ成形加硫用離型剤組成物でコーティングされたタイヤ成形用ブラダー。
(もっと読む)
タイヤモールド及び空気入りタイヤの製造方法
【課題】接着不良やライトネスといった加硫成型時のゴム流れ不足による不具合を抑制しつつ、タイヤ外観の均一性を確保できるタイヤモールドと空気入りタイヤの製造方法を提供する。
【解決手段】タイヤ成型面10のサイドウォール部を成型する領域に、周方向に沿った環状の粗面成型部1を備え、粗面成型部1には、5〜300μmの突出高さで周方向CDに沿って螺旋状に延びる突起5を設けた。これにより、未加硫タイヤの粘着を抑えてゴムの流動性を確保するとともに、空気が周方向に流れるように促して残留を低減し、タイヤ外観の均一性の確保を図る。
(もっと読む)
ゴム成形品の加硫方法及び装置
【課題】ゴム成形品の加硫時間を短縮することができる加硫方法及び装置を提供する。
【解決手段】代表的なゴム成形品であるタイヤの場合において、金型2に装着された未加硫タイヤ1の厚肉部であるショルダー部1aを、導波管3を通じてマイクロ波12であらかじめ加熱してから、ブラダー10に高圧水蒸気を充填して膨張させて通常の加硫成形を行なうようにする。
(もっと読む)
タイヤモールド
【課題】スリット幅を高精度に調整可能で、加硫成形の繰り返しによるスリット幅の減少を軽減できるタイヤモールドを提供する。
【解決手段】
タイヤのトレッド面を形成する環状の成形面1aを、周方向に配列した複数のピース6で構成したタイヤモールドにおいて、隣接するピース6の一方の隣接面61に、成形面1aに開口した浅溝20を形成するとともに、その隣接するピース6の間にシム11を挟んで浅溝20内に設置し、シム11の厚みまたはシム11と浅溝20との厚み差に対応したスリットSを設けた。
(もっと読む)
タイヤ用モールド
【課題】高品質なタイヤが得られるモールドの提供。
【解決手段】モールドのセグメント18は、そのキャビティ面24に上側主山26及び下側主山28を備えている。このセグメント18は、左側分割面34と右側分割面36とを備えている。左側分割面34は、第一面38、第二面40、第三面42、第四面44及び第五面46を有している。第二面40により、第一面38と第三面42との間に段差が形成されている。第四面44により、第三面42と第五面46との間に段差が形成されている。右側分割面36は、第六面48、第七面50、第八面52、第九面54及び第十面56を有している。第七面50により、第六面48と第八面52との間に段差が形成されている。第九面54により、第八面52と第十面56との間に段差が形成されている。これら段差は、上側主山又は下側主山に位置している。
(もっと読む)
タイヤ用モールド
【課題】生産性を損なうことなく、高品質なタイヤが得られるモールド6の提供。
【解決手段】このタイヤ用モールド6は、その内面がキャビティ面52を有するセグメント16と、このセグメント16の半径方向外側に位置するセクターシュー14と、このセグメント16をこのセクターシュー14に固定する締結部材とを備えている。このセグメント16の外面は、凸部42を備えている。このセクターシュー14の内面は、この凸部42に対応する凹部24を備えている。この締結部材の締め付けにより、この凸部42がこの凹部24に嵌め合わされ、このセグメント16の中心がこのセクターシュー14の中心と半径方向において一致する。好ましくは、このモールド6では、上記凸部42は頂面と、一対の斜面とを備えている。上記凹部24は、底面と、一対の斜面とを備えている。
(もっと読む)
1 - 20 / 44
[ Back to top ]