
Fターム[4F203AJ05]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 装置又は装置部材の材料の特徴 (319) | 材質の特徴 (161) | ゴム(←シリコーンゴム) (52)
Fターム[4F203AJ05]に分類される特許
1 - 20 / 52
加硫用成形部材
【課題】有機過酸化物を含むゴム組成物で形成された未加硫成形体の加硫に供しても、耐引裂性、離型性が大きく改善された成形部材(加硫用成形部材)を提供する。
【解決手段】成形部材としてのジャケット10を、ブチルゴムとエチレン−α−オレフィンエラストマーと架橋剤(硫黄及び樹脂架橋剤)とを含み、ブチルゴムとエチレン−α−オレフィンエラストマーとの割合が前者/後者=10/90〜60/40(質量比)であるゴム組成物の架橋体で形成し、引裂性を改善し、加硫成形体としてのベルトスリーブ7に対する離型性を改善し、使用回数(寿命)を大きく向上させる。樹脂架橋剤は、アルキルフェノール・ホルムアルデヒド樹脂と架橋助剤とを含んでいてもよい。
(もっと読む)
空気入りタイヤの製造方法

【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いて、インナーライナーを内面に備える空気入りタイヤを製造する方法であって、インナーライナーは、0.05mm以上0.6mm以下の厚さのSIBS層を有し、該SIBS層は、炭素数4のモノマー単位を重合して得られる重合体を0.5質量%以上40質量%以下含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、前記タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
空気入りタイヤの成形方法および装置
【課題】成形ユニットを用いてグリーンタイヤを成形する際に、ターンアップした部材を強固に圧着できる空気入りタイヤの成形方法および装置を提供する。
【解決手段】外周面にグリーンタイヤを装着したまま加硫用モールドの中に配置される成形ユニット3の成形ブラダ4を収縮させた状態にして、バンド部材11を外嵌するように配置し、バンド部材11の外周側所定位置に規制リング7を少なくとも3つ配置して成形ブラダ4を膨張させつつ、一対のブラダ保持部5の間隔を小さくして、すべての規制リング7でバンド部材11の膨出量を規制して、バンド部材11の両端部をターンアップした後、両端側の規制リング7を退避させて、残りの規制リング7だけでターンアップを行なって形成した中間グリーンタイヤG1に外嵌するように配置したベルト部材を、成形ブラダ4を膨張させて中間グリーンタイヤG1の外周面に貼り合わせる。
(もっと読む)
加硫機、及び空気ばねの製造方法
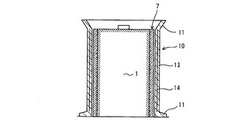
【課題】設置コストが安く、しかも、筒状未加硫ゴム成型体を容易に加硫成形して生産性を高めることのできる加硫機の提供。
【解決手段】下型4と昇降自在な上型5とからなる加硫金型6と、ブラダー7とを備える。ブラダー7を給気状態で中央部が径方向外向きかつ上向きに膨らんだ浮き輪状をなすよう設定する。加硫金型6とブラダー7との間に筒状未加硫ゴム成型体2を配置する。ブラダー装着部材8を介して、ブラダー7の両端部を下型4に固定する。ブラダー7の上端を昇降させる中心機構は省略する。中心機構によるブラダー7の上端の昇降を省略して、簡単な動作で筒状未加硫ゴム成型体2を加硫成形する。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
タイヤ加硫用ブラダー
【課題】近年、車両の高速化に伴い操縦安定性の良い偏平率の小さなタイヤが増加しているが、これらのタイヤでは、加硫時のブラダーとの間のエアーの抜け方が変化し、従来の方法ではエアー残留による加硫故障が増加するようになった。
【解決手段】加硫ブラダー表面に設けるエアー抜き用の溝深さを、トレッドセンターからビード部へ向かうにつれ徐々に浅くする。即ち、直線的に、或いは緩やかな曲線を描いて浅くする。または、トレッド部、ショルダー部、サイドウォール部、ビード部などと部位別に段階的に浅くする。ブラダー表面の溝構成は、トレッドセンターに対して互いに交差する主溝と、主溝により区分される陸部に、細幅の溝からなるマイクログルーブまたはペブル模様により副溝を設け、ビード部の溝深さをトレッド部の溝深さの10%〜80%の範囲とする。但し、ビード部の溝深さは少なくとも0.1mm以上とする。
(もっと読む)
タイヤ加硫用ブラダー及びタイヤ加硫装置
【課題】タイヤを均一に加硫することができるタイヤ加硫用ブラダー及びタイヤ加硫装置を提供することにある。
【解決手段】水蒸気が充填されて膨張するゴム袋体であるブラダーの内面に吸水体を固着する。
(もっと読む)
タイヤ製造用ブラダーの製造方法
【課題】タイヤ製造時におけるタイヤとブラダーとの離型性能が優れ、その持続性を向上するようにしたタイヤ製造用ブラダーの製造方法を提供する。
【解決手段】ベースゴム層2の外周面側に表面改質ゴム層3を有するタイヤ製造用ブラダー1の製造方法であって、表面改質ゴム層3の未架橋体を、有機過酸化物により架橋可能な変性ブチルゴム組成物(A)又は(B)と、有機過酸化物とを含むゴム組成物から成形したゴム成形体の表面に(メタ)アクリロイル基を有するシロキサン化合物を塗布して構成すると共に、ベースゴム層2を変性ブチルゴム組成物(A)及び(B)とは異なるゴム組成物からなる未加硫体又は加硫体で構成し、このベースゴム層2の外周面側に表面改質ゴム層3の未架橋体を積層して加熱処理するようにしたことを特徴とする。
(もっと読む)
表面改質ゴム成形体の製造方法
【課題】加硫時における各種ゴム製品との離型性及び滑り性を向上し、かつそれら性能の持続性を向上するようにした表面改質ゴム成形体の製造方法を提供する。
【解決手段】ゴム成形体の表面に二官能性以上のラジカル重合性モノマーを塗布して加熱処理した後、その処理表面に(メタ)アクリロイル基を有するシロキサン化合物及びラジカル開始剤の混合物を塗布し、これを加熱処理するようにしたことを特徴とする。
(もっと読む)
タイヤ加硫装置
【課題】従来のプラダを用いたタイヤ加硫装置においては、生タイヤの加硫成形時、プラダからの押圧力により金型へ押し付けられたタイヤ幅方向中心部、即ち、トレッド形成部の生ゴムが、タイヤ幅方向両側となるサイドウォール形成部へ集まってしまう傾向があった。
【解決手段】生ゴムからなる生タイヤにブラダを装着して金型に組み込み、加熱・加圧状態で、ブラダにより生タイヤを金型に押し付け加硫成形を行うタイヤ加硫装置において、ブラダ11を、ゴム部材と、生タイヤ14が金型12に押し付けられた際に生ゴムが生タイヤの両側へ流れ込むのを防ぐ金属プレート13とを組み合わせて形成した。金属プレート13が、少なくとも生タイヤ14のタイヤサイド部に当接するタイヤサイド当接部に位置する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
ブラダー用ゴム組成物及びブラダー
【課題】ブラダーの長寿命化を充分に達成できるブラダー用ゴム組成物、及びそれを用いて作製したブラダーを提供する。
【解決手段】水素添加ニトリルゴムを含むゴム成分と、パーオキサイド架橋剤とを含有するブラダー用ゴム組成物に関する。
(もっと読む)
タイヤの製造方法
【課題】タイヤの加硫成型において生タイヤの内面にブラダーから均等に圧力を与えるための簡便な方途について提案する。
【解決手段】生タイヤを成型金型内に配置し、該生タイヤの内側からタイヤ径方向外側へブラダーを押し付けて加硫成型を行うに当たり、前記生タイヤのショルダー部内側に中子を固定し、該中子を介してブラダーの押し付けを行う。
(もっと読む)
ブラダー
【課題】耐久性が向上した寿命の長いタイヤ加硫用ブラダーを提供する。
【解決手段】外層がシリコーンゴム組成物、内層が末端シロキサン変性フッ素ゴム組成物からなるブラダーである。シリコーンゴム組成物はミラブル型であることが好ましく、また、1分子中に2個以上のアルケニル基を含有する直鎖状ジオルガノポリシロキサン;100質量部、平均組成式(R1)xHySiO(4−x−y)/2(R1は、脂肪族不飽和基を除く置換または非置換の1価炭化水素基であり、x、yはそれぞれ、1≦x≦2.2、0.002≦y≦1、かつ、1.002≦x+y≦3を満足する正数である)で表され、1分子中に2個以上の水素原子を含有するオルガノハイドロジェンポリシロキサン;0.01〜10質量部、比表面積100m2/g以上の乾式シリカ;20〜80質量部、および、加硫剤を含有することが好ましい。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】ゴム製の成形型に比べて成形型内の熱可塑性樹脂を選択的に加熱することができ、簡単な装置の構成によって、熱可塑性樹脂の各部位における加熱温度の均一化を図ることができる樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型6と、0.78〜2μmの波長領域を含む光を発する光源2と、多数の反射面31から構成したリフレクタ3とを有している。樹脂成形装置1は、光源2とリフレクタ3とを固定して目標照射位置Gへ配光する際に、各反射面31の反射による光の反射中心軸線が目標照射位置Gに到達する範囲を照射範囲Eとしたとき、光源2とリフレクタ3とを一体的に回動させることにより、目標照射位置Gの中心に対して、円を描くように照射範囲Eを変化させて、成形型6内の熱可塑性樹脂8を加熱する。
(もっと読む)
タイヤ加硫用ゴムブラダー
【課題】生タイヤおよびタイヤ加硫用ゴムブラダーのいずれにも離型剤を塗布等する必要なしに、製品タイヤを加硫用ゴムブラダーから容易に、かつ確実に離型させることができるタイヤ加硫用ゴムブラダーを提供する。
【解決手段】加硫金型の内側に配設されて、生タイヤを加硫金型の成型表面に押圧し、ゴムブラダー1の、タイヤとの接触表面に不織布からなる離型層3を設けてなることを特徴とする。
(もっと読む)
タイヤモールドの製造方法
【課題】成形面の真円度不良を改善したタイヤモールドを早期かつ低コストで製造できるタイヤモールドの製造方法を提供する。
【解決手段】順に、マスター型の表面形状を転写したゴム型6、ゴム型6の表面形状を転写した石膏鋳型、石膏鋳型の表面形状を転写したタイヤモールドを製造するにあたり、ゴム型6を製造した際のバックアップ型2aとは凹状表面の曲率半径が異なる別のバックアップ型2b、2cを製造して複数種類のバックアップ型2a、2b、2cを用意しておき、石膏鋳型を製造する際に、用意したバックアップ型2a、2b、2cの中から1つのバックアップ型を選択し、この選択したバックアップ型の凹状表面にゴム型6の裏面を密着させて、このゴム型6の表面に石膏を流し込んでゴム型6の表面形状を転写した石膏鋳型を製造する。
(もっと読む)
ゴムベルト成形用ゴム型
【課題】ベルト製造時の加工性及び伝動ベルトに必要な機能を低下させることなく、ベルト製造時に発生する廃棄物をできるだけ多くリサイクルして、廃棄物の低減を図り、ジャケットやゴム型の使用回数を延ばしてコスト低減を図る。
【解決手段】天然ゴム又は合成ゴムからなる1種又は2種以上の混合物よりなる生ゴム中に粉体ゴムが組成物として混合されたゴム組成物を用いたゴムベルト成形用ゴム型。
(もっと読む)
加硫ブラダの製造方法および加硫ブラダ
【課題】製品タイヤのインナライナに影響をほとんどもしくは全く及ぼすことなしに、加硫ブラダと生タイヤとの間へのエア溜りの発生、なかでもとくに、生タイヤのショルダ部の内面部分へのエア溜りの発生を有効に防止できる加硫ブラダの製造方法を提供する。
【解決手段】金型内で加硫成形される生タイヤ2内に収納配置され、内部加圧によって膨出変形されて、生タイヤ2を金型側へ押圧する、軸線方向の両端が開口し、全体としてほぼ中高円筒状をなす加硫ブラダを製造するに当って、子午線断面内で、開口3に隣接して半径方向外方へ延びる拡径部5と、ショルダ部6を介してその拡径部5に連続する大径部7とを具える加硫ブラダ1の、生タイヤ2の内面に密着するまでの子午線断面内での目標伸長率を、105%以上140%以下とするとともに、その子午線断面内での、ショルダ部6の外輪郭線を、生タイヤ2の、子午線断面内でのショルダ部8の内輪郭線の曲率半径rと略同一半径の円弧曲線とする。
(もっと読む)
1 - 20 / 52
[ Back to top ]