
Fターム[4F204AA13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリスチレン系(←ABS、AS樹脂) (95)
Fターム[4F204AA13]に分類される特許
1 - 20 / 95
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 前記金型における下金型が円形のステージ上に複数設けられており、当該ステージを回転させながら、前記ステージ上の異なる位置で、それぞれの下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給する工程と、前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形し続いて上記金型を分離する工程と、成形された栓体を冷却する工程と、冷却された成形品である栓体を金型から取り出す工程とを順次行う。
(もっと読む)
難燃性樹脂組成物、その製造方法およびその成形方法

【課題】環境樹脂に非ハロゲン系の難燃剤を付与して、電化製品の外装体を提供する。
【解決手段】ポリ乳酸または乳酸共重合体を55wt%以上含む樹脂成分と、難燃性を付与する難燃性付与成分とを含む難燃性樹脂組成物を射出成形法または圧縮成形法により成形する電化製品の外装体の製造方法において、前記難燃性付与成分を、接触分解触媒の1つであって、酸化ケイ素と酸化マグネシウムとの複合酸化物、または両者が結合して成るシリカ−マグネシア触媒とし、前記難燃性樹脂組成物において前記難燃性付与成分の占める割合を0.5wt%〜40wt%とする。
(もっと読む)
合成樹脂製スタンプの製造方法
【課題】燃焼させても油煙の量が少なく、硫黄酸化物や窒素酸化物が発生しないスタンプの製造方法を提供する。
【解決手段】スタンプの基材となる熱可塑性樹脂組成物と有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、160〜190℃、5〜10分の直圧成形を行って架橋反応させて成形物を得る架橋成形工程ST2と、を備える。
(もっと読む)
光照射成形装置及び光照射成形方法
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
異方性充填剤の配向方向制御方法並びに成形品及びその製造方法
【課題】異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法並びに成形品及びその製造方法を提供する。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
(もっと読む)
繊維強化プラスチック平板の製造方法
【課題】SMCやBMCによる繊維強化プラスチック平板の成型の際に、成型時の意匠面と最裏面との温度差に起因する、これらの面での収縮速度の違いによる反りを低減することができる繊維強化プラスチック平板の製造方法を提供する。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板の製造方法において、その成型時にSMCまたはBMCを金型に設置する際に、最裏面に意匠面のSMCまたはBMCよりも線膨張の大きなSMCまたはBMCを設置する工程と、意匠面の温度を最裏面の温度よりも高くして成型する工程とを含むことを特徴とする。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
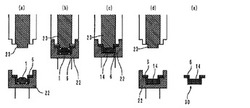
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
人造石の製造方法及び製造装置
【課題】より自然な外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる人造石の製造方法及び製造装置を提供する。
【解決手段】本発明は、人造石の製造方法及び製造装置に関するもので、より具体的には、(a)人造石の原料に異なる粒径を有する2種以上のチップを混合すること;(b)チップが混合された人造石の原料をモールドに投入すること;(c)振動装置を使用して原料がモールド内に均一に分散されるように1次振動を加えること;(d)原料の気泡を除去するために真空を加えること;及び(e)振動装置を使用して2次振動を加えて人造石を成形することを含むことを特徴とし、本発明に係る人造石の製造方法及び製造装置は、人造石の表面に露出するチップの出石率を極大化させ、より自然な人造石の外観デザインを表現するとともに、耐磨耗性及び耐汚染性を向上させることができる。
(もっと読む)
金属と樹脂との複合体の製造方法
【課題】金属よりなる金属部と樹脂よりなる樹脂部とが接着剤を用いることなく強固に接着された金属と樹脂との複合体の製造方法を提供することを目的とする。
【解決手段】金属部は表面にカルボキシル基あるいはアミノ基、またはヒドロキシル基が付与されたものである。一方、樹脂部はエポキシ基を含む接着性改質剤が配合されたものである。カルボキシル基あるいはアミノ基、またはヒドロキシル基とエポキシ基との相互作用により、金属部と樹脂部とが接着されていることを特徴とする金属と樹脂との複合体の製造方法。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
ナーリング加工装置
【課題】フィルムロールの巻きずれ防止の精度向上が図れるナーリング加工装置を提供する。
【解決手段】第一のナーリングロール20と第二のナーリングロール30とで樹脂フィルム50を挟圧して樹脂フィルム50にナーリング加工を施すナーリング加工装置10であって、前記第一のナーリングロール20の外周面29に、頂部25が平面とされ、該平面が樹脂フィルム50を介して前記第二のナーリングロールの外周面39に当接する、周方向に延びる凸条24を突設し、前記第二のナーリングロール30の外周面39に、前記第一のナーリングロール20の凸条24間に形成される溝部26に樹脂フィルム50を押し込む、周方向に延びる凸条34を突設する。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
車両用金属調加飾部品及びその製造方法
【課題】別体感が、意匠面において確実且つ安定的に表現されて、高級感の向上が有利に図られてなる車両用金属調加飾部品とその製造方法とを提供する。
【解決手段】樹脂基材12の表面に固着される金属シート14の意匠面20に、該意匠面20を複数の領域に区分けする溝部28を、プレス成形により形成すると共に、該金属シート14の意匠面20よりも暗色の着色層34を、該溝部28の少なくとも底部の全長に形成して、構成した。
(もっと読む)
1 - 20 / 95
[ Back to top ]