
Fターム[4F204AA24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリエステル(←PET) (202)
Fターム[4F204AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (12)
ポリエチレンナフタレート (10)
ポリアリレート(←全芳香族ポリエステル) (14)
Fターム[4F204AA24]に分類される特許
1 - 20 / 166
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
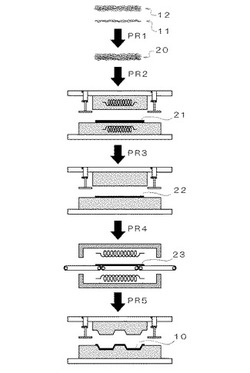
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
繊維強化樹脂材の製造方法

【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
難燃性繊維強化複合材料、サンドイッチパネル、それらの製造方法及びエレベータかご
【課題】成形時の樹脂のハンドリング性が良好で、成形後に優れた難燃性を有すると共に燃焼させた場合おいてもハロゲン含有ガスを発生することなく且つ軽量で高剛性を有する難燃性繊維強化複合材料を提供すること。
【解決手段】本発明の難燃性繊維強化複合材料は、ビニルエステル樹脂、不飽和ポリエステル樹脂及びシリコーン樹脂からなる群から選択される少なくとも1種100質量部に対し、50%粒子径D50が10μm以下であり且つ95%粒子径D95が30μm以下である有機リン酸金属塩粒子を10質量部以上17質量部以下添加したマトリクス樹脂を、繊維基材に含浸硬化させて得られるものである。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
繊維強化複合材料およびその成形体
【課題】繊維強化がはかれるとともに、複合繊維糸の織物状シートの成形時の伸度を大きくでき、成形時に所要の金型形状への追随性を改善し、賦形性の高い繊維複合材料およびその成形体を提供すること。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この巻縫いしてうねりを設けた複合繊維糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成して、この織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料と、それを所要の曲面形状に成形した繊維強化複合成形体。
(もっと読む)
繊維強化プラスチック及びその製造方法
【課題】重量を増加することなく、剛性、耐衝撃性に優れた繊維強化プラスチック及びその製造方法を提供する。
【解決手段】熱可塑性樹脂中に炭素繊維、および、耐熱有機繊維を強化材として含んでなる繊維強化プラスチックであって、以下(1)および(2)を同時に満たし、かつ、熱可塑性樹脂中において、炭素繊維と耐熱有機繊維とが少なくとも一部で交絡していることを特徴とする繊維強化プラスチックとする。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性樹脂の重量=5:95〜70:30
また、炭素繊維、耐熱有機繊維、および、熱可塑性繊維を以下(1)および(2)を同時に満たす不織布を成形し、これを熱可塑性繊維の融点または軟化点以上で加熱しかつ加圧し、繊維強化プラスチックの製造する。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性繊維の重量=5:95〜70:30
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
セパレータ
【課題】 100℃を超える高温においても、セパレータ基材の融解や変形が無く、しかも、セパレータの製造時や加工時、ロール状に巻回する際等に破断や裂けが生じない、ポリ乳酸系基材を有するセパレータを提供する。
【解決手段】 本発明のセパレータは、セパレータ基材が、ポリ乳酸(A)を含み、且つ該ポリ乳酸(A)100重量部に対して、軟質脂肪族系ポリエステル(B)を5〜30重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上であるポリ乳酸系フィルム又はシートで構成されている。
(もっと読む)
光照射成形装置及び光照射成形方法
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
樹脂含浸シート及び金属箔付き樹脂含浸シート積層体の製造方法
【課題】樹脂含浸シート間の密着性に優れる金属箔付き樹脂含浸シート積層体を与える樹脂含浸シートを提供する。
【解決手段】熱可塑性樹脂が繊維シートに含浸されてなり、225℃で30分熱処理したときの減量割合が6.8〜10質量%である樹脂含浸シートとする。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。樹脂含浸シートは、熱可塑性樹脂と溶媒とを含む液状組成物を、繊維シートに含浸した後、溶媒を除去することにより得ることが好ましい。
(もっと読む)
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、ポリグリセリン脂肪酸エステル及び/又はポリグリセリン縮合ヒドロキシ脂肪酸エステル(B)を合計で1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、粒子状のゴムの外部にグラフト層を持つコアシェル構造重合体(B)を1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5に各種の機能を備える機能部であるインサート部品101をインサ−トしてなる。この様に積層成形材5にインサート部品101をインサ−トすることによって各種の機能を備える機能部を予め繊維強化樹脂成形品100に組み込み、所要の製品を得るための生産効率を向上することができる。また曲げ強度を向上し、さらに織物基材に要するコストを低減できる。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
二重モールド成形体及びその生産方法
【課題】機能ユニットを樹脂モールドで覆ってなるモールド成形体であって、用途及び使用形態などに応じて容易に所要外形のものを得ることができ、液密性に優れ、外部応力が機能ユニットに伝達されにくいものを提供する。
【解決手段】回路基板21に取り付けられた機能部品22〜25を備える機能ユニット2と、該機能ユニットに適合された第1モールド4と、該第1モールドに適合された第2モールド6とを有する二重モールド成形体であって、第1モールド4は第2モールド6より線膨張係数の高い樹脂からなる。第1モールド4の線膨張係数は180〜300ppm/Kであり、第2モールド6の線膨張係数は80〜170ppm/Kである。第1モールド4の線膨張係数に対する第2モールド6の線膨張係数の比率は、0.3〜0.9である。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
1 - 20 / 166
[ Back to top ]