
Fターム[4F204AA40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | ポリイミド(←ポリアミドイミド) (71)
Fターム[4F204AA40]に分類される特許
1 - 20 / 71
繊維強化樹脂を備える製品を少なくとも2つ製造する方法および装置
【課題】 繊維強化樹脂を備える製品を少なくとも2つ製造する際、成形型の構造が複雑で、容積も大きくなっても、繊維基材へ樹脂材を含浸するのが容易で、樹脂材を硬化するための温度および時間の制御、管理が容易で、且つ、成形型の清掃も容易とする。
【解決手段】 繊維強化樹脂を備える扁平形状の製品を複数同時に製造するために、先ず、この複数の製品の扁平形状を有する複数のキャビティ部12a、12bが、中子13を介して重なるように形成される成形型11を用意する。そして、このキャビティ部に、繊維基材1をそれぞれ配置し、成形型11内に樹脂材を注入して、繊維基材1にこの樹脂材を含浸、硬化することで、繊維硬化樹脂を備える製品を複数同時に成型する。
(もっと読む)
繊維強化樹脂と軽量化コアとの複合材ならびにそれを製造する方法および装置

【課題】 繊維強化樹脂とそれに隣接する軽量化コアとを備える複合材を製造する際、複合材の重量が増加することなく、軽量化コアの表面の孔内に樹脂が流入するのを防ぐことができるとともに、高い成型精度の複合材を高レートで生産する。
【解決手段】 軽量化コアと、この軽量化コアの表面の少なくとも一部に隣接する繊維強化樹脂とを備える複合材を製造するため、先ず、成形型内に、軽量化コアが繊維強化樹脂と隣接する部分と実質的に同一の形状を有する部分を具備する中子と、この中子に隣接して繊維基材を配置するステップ100と、成形型内に樹脂材を注入して、繊維基材に樹脂材を含浸するステップ110と、樹脂材を硬化するステップ120と、成形型から中子と繊維基材を含む硬化樹脂を取り出すステップ130と、この繊維基材を含む硬化樹脂と軽量化コアとを一体化するステップ150を行う。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
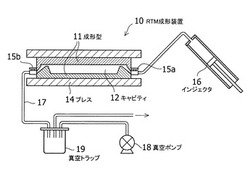
2−フェニル−4,4’−ジアミノジフェニルエーテル類を用いた成形性に優れたレジントランスファー成形用末端変性イミドオリゴマー、その混合物、およびそれらを含むワニス、ならびに、レジントランスファー成形により作製された耐熱性に優れるそれらの硬化樹脂およびそれらの繊維強化硬化樹脂。
【課題】低溶融粘度等の成形性に優れた、レジントランスファー成形に適した新規な末端変性イミドオリゴマー並びに当該末端変性イミドオリゴマーを用いて作製された熱的、機械的特性の高い硬化樹脂および繊維強化硬化樹脂の提供。
【解決手段】n=0のオリゴマーを10モル%以上含有する下式(1)のレジントランスファー成形用末端変性イミドオリゴマー。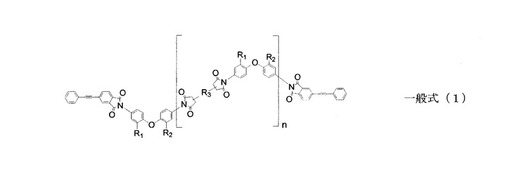
(式中、R1およびR2R3は特定の基)
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
電波吸収体の製造方法、電波吸収体
【課題】本発明の課題は、従来の多層型電波吸収体の製造方法よりも、積層作業および各層の厚みの制御が容易であり、かつ、電波吸収体の製造リスクを低減することができる電波吸収体の製造方法を提供することである。
【解決手段】本発明に係る電波吸収体の製造方法は、積層工程および加熱工程を備える。積層工程では、導電性フィラーの濃度が異なる複数の導電性フィラー含有加熱自己結着性多孔質樹脂シートが、導電性フィラーの濃度が低いものから順に又は高いものから順に積層される。加熱工程では、積層工程において積層された導電性フィラー含有加熱自己結着性多孔質樹脂シートが加熱されて、複数の導電性フィラー含有加熱自己結着性多孔質樹脂シートが一体化されて電波吸収体が製造される。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品の製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料から、機能層プリフォームを予備成形する工程と、金型のキャビティ内に、前記機能層プリフォームと、少なくとも熱硬化性樹脂を含む補強層用材料とを充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを
含むことを特徴とする機能部品の製造方法。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】熱硬化性樹脂及び単繊維強化材を含む機械強度に優れた成形品を提供する。
【解決手段】熱硬化性樹脂(A)および単繊維強化材(B)、を含み、ISO178に基づいて測定される曲げ強さが、200MPa以上である成形材料を成形してなる、成形品。また、ISO179−1に基づいて測定されるシャルピー衝撃強度が20kJ/平方m以上である成形材料を成形してなる、成形品。また、ISO527−1に規定された試験片を用いる引張りクリープ試験において、120℃、荷重50MPaの条件で測定される引張りクリープ特性の24時間最大変形率が0.5%以下である成形材料を成形してなる、成形品。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5に各種の機能を備える機能部であるインサート部品101をインサ−トしてなる。この様に積層成形材5にインサート部品101をインサ−トすることによって各種の機能を備える機能部を予め繊維強化樹脂成形品100に組み込み、所要の製品を得るための生産効率を向上することができる。また曲げ強度を向上し、さらに織物基材に要するコストを低減できる。
(もっと読む)
カーボンマットブラケット
【課題】カーボン繊維で織られたカーボンクロスを、透明な樹脂シートまたは樹脂板で両面から挟み込み接着したベース材を加熱して、成形型で加圧成形することで表面が滑らかでカーボンクロスの織目文様に乱れの無い、薄くても十分な強度とデザイン性を兼備えたカーボンマットブラケット及び成形法を提供することを目的とする。
【解決手段】補強繊維材で織られた織布材2と、該織布材の両面を熱可塑性樹脂3aからなる表層材3を積層して接着されたベース材1を、成形型6により前記ベース材1を加熱して軟化させて加圧成形することで所定の形状10に成形されることを特徴とするカーボンマットブラケット。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法
【課題】耐熱性及び機械的特性を従来のポリイミド樹脂の物性とほぼ同様に維持し、同時に優れた帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法を提供する。
【解決手段】本発明による帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法は、電気伝導性カーボンブラックと多重壁カーボンナノチューブ(Multi Wall Carbon Nano−Tube、以下「MWCNT」)の粉末が分散されたフェノール系有機極性溶媒に芳香族テトラカルボン酸二無水物単量体と芳香族ジアミン単量体の混合物を投入して重合することを含むことを特徴とする。
(もっと読む)
耐熱性と高温領域の引張特性が向上した全芳香族ポリイミド樹脂の製造方法
【課題】ポリイミドの特性をそのまま維持しながら、耐熱性と高温領域での引張強度及び延伸率を向上させて、より高い耐熱性及び機械的特性が要求される半導体産業、宇宙航空分野の重要耐熱素材として応用が可能な全芳香族ポリイミド樹脂の製造方法を提供する。
【解決手段】本発明による全芳香族ポリイミド樹脂の製造方法は、比率が調節された2つの芳香族テトラカルボン酸二無水物と芳香族ジアミンを溶液重合することを含むことを特徴とする。
(もっと読む)
液状樹脂注入用途のための改質樹脂系及びそれに関連する加工方法
本発明の態様は、液状樹脂注入(LRI)法、LRI法の変形及び他の適した方法における使用のための改質樹脂系を目的とする。1つの態様において、改質樹脂系は、少なくとも1種のベース樹脂、あらかじめ決められた範囲内のある量の粒子及びあらかじめ決められた範囲内のある量の熱可塑性材料の新規な組み合わせを含み、ここで改質樹脂系は、組み合わされると、特定の温度で閾値平均粘度より低い平均粘度及び高いレベルの靭性を有する。改質樹脂系はさらに、硬化剤及び他の適した成分を含むことができる。改質樹脂系は、改質樹脂系の粘度、可使時間、硬化温度、ガラス転移温度又は引張弾性率のような性質に不利に影響を与えることなく、完成された複合製品に必要な靭性及び損傷抵抗性を与えることを少なくとも部分的に担うことができる独特、制御可能且つ一定の形態を示すことが実験的に示された。 (もっと読む)
クッション材用表層材および熱プレス用クッション材
【課題】凹凸追従性が優れており、ひびやシワ、クラックの発生を低減させたクッション材用表層材を提供する。
【解決手段】クッション材用表層材11aは、表層材11aの一方面側に配置され、表層材11aの一方面を覆う樹脂層12と、表層材11aの他方面側に配置され、表層材11aの他方面を覆うゴム層13と、樹脂層12およびゴム層13の間に配置され、経糸および緯糸のうちの少なくともいずれか一方に嵩高糸を用いた織布層14とを備える。織布層14は、樹脂層12側に設けられ、織布の一部に樹脂層12を構成する樹脂を含浸させて形成される織布−樹脂複合層17と、ゴム層13側に設けられ、織布の一部にゴム層13を構成するゴムを含浸させて形成される織布−ゴム複合層18とを含む。織布層14の内部には、空隙20が設けられている。
(もっと読む)
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ヘキサメチレンテレフタルアミド共重合体(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
1 - 20 / 71
[ Back to top ]