
Fターム[4F204AB02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 機能を特定したもの (1,075) | 発泡剤、膨張剤 (181)
Fターム[4F204AB02]に分類される特許
1 - 20 / 181
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
成形用金型、および、ウレタンフォーム成形方法

【課題】成形時間の短縮を図ることが可能な成形用金型、および、ウレタンフォーム成形方法を提供する。
【解決手段】ウレタンフォームを成形するための形成用金型10において、凹部12が形成された下型14と、凹部を覆うように下型に型締めされて、下型とキャビティ18を形成する上型16と、凹部の底面を加温する下型底面ヒータ20と、下型の上型に接する部分を加温する下型上部ヒータ32と、上型のキャビティに面する内面を加温する上型ヒータ34とを備え、キャビティ内にウレタンフォームの原料が注入される前に、凹部の底面が40〜70℃の範囲の温度まで加温され、下型の上型に接する部分と上型の内面とが、その温度より5℃以上高い温度、かつ65〜85℃の範囲の温度まで加温されるように構成する。このような構成により、泡化反応に連続して、レスポンス良く樹脂化反応を行うことが可能となり、成形時間の短縮を図ることが可能となる。
(もっと読む)
フェノール樹脂発泡体積層板及びその製造方法
【課題】 低価格でシワ、剥離といった発泡体の表面欠陥を覆い隠す効果が発揮されると共に、そり等の変形がなく、意匠、美観効果が加味され、更に前記積層板上を歩いて施工する時に滑りにくく、安全で作業性が向上した、エンボス加工表面材を用いたフェノール樹脂発泡体積層板及びその製造方法の提供。
【解決手段】 フェノール樹脂発泡体の少なくとも一方の面に表面材を配してなるフェノール樹脂発泡体積層板であって、該表面材は、セルロール成分単一物又はそれを主成分とし、その他無機成分及び有機成分の中から選ばれる少なくとも1種を混合して得られたものであり、かつ、エンボス加工が施されていることを特徴とするフェノール樹脂発泡体積層板による。
(もっと読む)
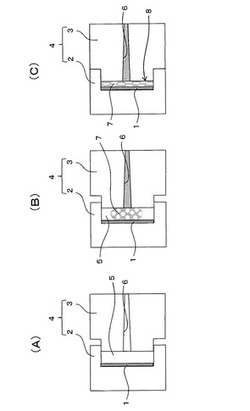
発泡体の製造方法
【課題】エチレン単位を有する未架橋重合体、架橋剤及び発泡剤を含有する発泡性樹脂組成物を原料として、少なくとも一方に、水平な底面及び傾斜面により形成された凹部を有する金型を用いて、加圧一段発泡法に供し、引っ掻き傷、割れ、欠け等の不良現象が抑制された発泡体の製造方法を提供する。
【解決手段】本発明は、発泡倍率x、ASTM D 1822−61Tに準じて測定される未架橋重合体の引張衝撃強度T、金型の凹部における底面に対する傾斜面の角度θ、及び、金型の凹部の深さrにより、下記式(1)又は(2)を満たす条件で、架橋重合体を含む発泡体を製造する方法である。
【数1】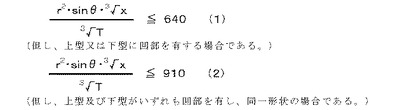 (もっと読む)
(もっと読む)
車両用内装部材の成形方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で、熱可塑性樹脂が押し潰されて強化繊維との接触面積が増加するように加熱状態で圧縮することで、スタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼合部材3を製造する。その後ホットプレス機21を開き、加熱された貼合部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼合部材4を形成する。その後膨張貼合部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
パネルの製造方法
【課題】パネル表面の中央部の表面平滑性が良好であり、かつコーナー部の収縮による凹み(ヒケ)が防止でき、外観不良発生を防止可能な硬質ポリウレタンサンドイッチパネルの製造方法を提供する。
【解決手段】下面材、上面材及び前記下面材と上面材の間に配設した枠材にて形成されるキャビティー内に原液組成物を供給するパネルの製造方法であって、原液組成物のゲルタイム(Tg)と前記原液組成物がキャビティーに供給後発泡してキャビティーに充填される充填時間(秒)を(Tf)とが2≦Tg−Tf≦15(秒)を充足し、硬質ポリウレタンフォームのジャストパック密度(djp)とパネルを構成する充填フォーム密度(dp)とが110≦100(dp/djp)≦130(%)を充足し、枠材のコーナー部近傍にガス抜き孔17が形成されており、前記ガス抜き孔の断面積は1コーナー当たり合計15mm2以上である方法。
(もっと読む)
繊維複合体の製造方法
【課題】優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセルを供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備えており、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱膨張性カプセルとしては、一粒当たりの平均質量が異なる熱膨張性カプセルを複数種用いる。
(もっと読む)
硬質ポリウレタンフォームの製造方法
【目的】
本発明は、発泡剤としてHCFCを用いた硬質ポリウレタンフォームよりも断熱性能に優れると共に、寸法安定性や燃焼性においても優れた硬質ポリウレタンフォームを提供することを目的とする。
【構成】
本発明は、ポリイソシアネートとポリオールとを発泡剤および触媒などの存在下で反応させて硬質ポリウレタンフォームを製造するに際し、前記ポリオールが、アニリンを開始剤とし、水酸基価550〜630mgKOH/gのポリエーテルポリオールを全ポリオール100重量部に対して10〜100重量部使用することを特徴とする。
(もっと読む)
連続気泡ポリウレタンフォーム用ポリオール組成物および連続気泡ポリウレタンフォームの製造方法
【課題】(i)吹付け時の液だれを防止することによりフォーム表面の平滑性を向上すること、(ii)吹付け対象物に対する接着性を向上すること、かつ(iii)フォームの靭性の向上とフォームの切削面の平滑性の向上とを両立すること、の全てをバランス良く達成可能な連続気泡ポリウレタンフォーム用ポリオール組成物を提供すること。
【解決手段】ポリオール化合物として、平均官能基数が2〜4、重量平均分子量が800〜1200であって、アルキレンオキサイドの重合体であるポリエーテルポリオール(A)と、平均官能基数が2〜8、重量平均分子量が300〜800であって、アルキレンオキサイドの共重合体であるポリエーテルポリオール(B)と、を含有する連続気泡ポリウレタンフォーム用ポリオール組成物。
(もっと読む)
ポリオール組成物、及びそのポリオール組成物を用いた硬質ポリウレタンフォームの製造方法
【課題】高反応性、低粘度のポリオール組成物及びそれを用いた硬質ポリウレタンフォームの製造方法の提供。
【解決手段】各々独立してメチル基、又は下記式(3)で示される置換基を有するヒドロキシアルキル化ジエチレントリアミン類(A)からなる群より選ばれる2種以上の化合物と、下記式(3)で示される置換基を有するヒドロキシアルキル化エチレンジアミン類(B)からなる群より選ばれる化合物1種又は2種以上とを含有するポリオール組成物。
(上記式(3)中、R10〜R13は各々独立して水素原子、又はメチル基を表し、nは1〜3、mは0〜2の整数を表す。)を用いる。
(もっと読む)
車両用内装材の製造方法
【課題】深絞り成形で成形された部位の薄肉化を抑制可能な車両用内装材の製造方法を得ることを目的とする。
【解決手段】温度制御手段62は、ドアトリム12を構成する基材30のうち、ドアアームレスト部26となる深絞り部30Bの加熱温度が、トリム本体部12Aとなる基材本体部30Aの加熱温度よりも低くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。更に、温度制御手段62は、基材本体部30Aのうち、深絞り部30Bと隣接する部位(以下、「隣接部位30AR」という)の加熱温度が、基材本体部30Aの他の部位の加熱温度(基準温度)よりも高くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。
(もっと読む)
軟質ポリウレタンフォームの製造方法
【課題】高い機械物性を有し、振動特性に優れた軟質ポリウレタンフォームの製造方法を提供する。
【解決手段】ポリオール成分(A)と有機ポリイソシアネート成分(B)とを、触媒(C)、発泡剤(D)及び整泡剤(E)の存在下に反応させて軟質ポリウレタンフォームを製造する方法であって、ポリオール成分(A)が特定構造式で示される強度向上剤(A1)、及び数平均官能基数が3〜4であり、水酸基価が5〜50mgKOH/gであり、末端オキシエチレン単位の含有量が10〜30重量%であるポリオキシエチレンポリオキシプロピレンポリオール(A2)を含有する軟質ポリウレタンフォームの製造方法。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
軟質ポリウレタンフォームの製造方法
【課題】低密度で、高硬度かつ耐久性が良好な軟質ポリウレタンフォームの製造方法を提供することにある。
【解決手段】活性水素成分(A)と有機ポリイソシアネート成分(B)とを、発泡剤(C)、触媒(D)及び整泡剤(E)の存在下に反応させて軟質ポリウレタンフォームを製造する方法において、(A)中に下記ポリオール(a1)を含有し、反応時間の50%以上を10〜40℃の金型中で反応させる軟質ポリウレタンフォームの製造方法。
ポリオール(a1):活性水素含有化合物(H)のアルキレンオキサイド付加物であって、末端に位置する水酸基の40%以上が1級水酸基含有基であり、水酸基価が10〜115mgKOH/gであり、かつ下記一般式(I)で表されるポリオキシアルキレンポリオール。
【化1】 (もっと読む)
(もっと読む)
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法及び取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。挿入穴12は、第1の側面11a、第2の側面11b、第3の側面11c及び第4の側面11dによって囲まれた方形断面形状となっている。係合部15は、第1〜第4の側面11a〜11dのうち少なくとも1個の側面をクリップ本体11の外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法及び取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の筒軸心線方向の一端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面の一部が粗面となっている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の周方向の向きを容易に且つ精度良く所定の向きとして発泡成形体成形用金型のクリップ固定用突起に取り付けることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ本体11の筒軸心線と垂直な断面において、挿入穴12の内周面は、該挿入穴12の弦方向に延在した平坦部12aと、クリップ本体11の外周側に凸に湾曲した湾曲部12bとを有している。
(もっと読む)
1 - 20 / 181
[ Back to top ]