
Fターム[4F204AB25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234) | 短繊維、ウイスカー (150)
Fターム[4F204AB25]に分類される特許
1 - 20 / 150
木質板の製造方法
【課題】木質板の表面平滑性を良好としつつ、寸法安定性を向上させること。
【解決手段】木質短繊維と熱硬化性樹脂とともに熱可塑性樹脂繊維を混合して加熱加圧成形する木質板の製造方法として、木質短繊維は繊維長が10mm以下であり、熱可塑性樹脂繊維は、繊維長が15mm以下で、少なくともその表面部分は加熱温度以下で溶融するものとする。
(もっと読む)
樹脂成形品の製造方法
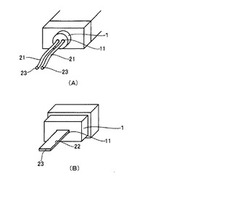
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法

【課題】複合積層板の製造方法に関するものであり、特に電磁波遮蔽性を維持したまま無線通信性能を劣化せず、意匠性に優れた部分的に電波透過領域を有した複合積層板の製造方法とこれを用いた一体成形品を提供する。
【解決手段】導電性の不連続強化繊維を有するシート状抄紙である第1の強化基材(2a)と、第1の基材と異なる第2の基材(2b)とを隣接するように積層し、さらに熱可塑性樹脂を主成分としたマトリックス樹脂シート(2c)を少なくとも厚み方向の表層に(2a)、(2b)を挟み込むように積層し、加熱溶融プレス含浸させた後、型内で冷却して賦形することにより一体化成形した複合積層板(1C)の外周の少なくとも一部を囲うように、熱可塑性樹脂(1D)を用い射出成形して得られることを特徴とする複合積層板(1C)を有する一体成形品。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
(もっと読む)
繊維樹脂複合構造体、成形体の製造方法及び成形体
【課題】外観の良好な機械的特性に優れた3次元成形体、及び成形することにより前記成形体を容易に製造することができ、材料脱落の無い取扱性の良好な繊維樹脂複合構造体を提供すること。
【解決手段】(A)熱可塑性樹脂及び熱硬化性樹脂から選ばれる少なくとも1種の樹脂と、(B)伸縮性を有する伸縮性繊維と、(C)前記(B)伸縮性繊維を除く有機繊維及び無機繊維から選ばれる少なくとも1種の繊維と、を含み、前記(B)伸縮性繊維の平均繊維長(Lb)と前記(C)繊維の平均繊維長(Lc)との比(Lb/Lc)が1.5〜15であることを特徴とする繊維樹脂複合構造体、上述の繊維樹脂複合構造体を裁断して所定の形状にする過程を経た後、加熱加圧成形することを特徴とする成形体の製造方法によって得られる成形体。
(もっと読む)
フィルター成形体の製造方法
【課題】加熱時間を短縮できるとともにバインダーの種類に制限が少なく、製造コストを低減させることができるフィルター成形体の製造方法を提供する。
【解決手段】吸着材料と熱溶融性バインダーとを含む混合物を型モジュール1内に充填する第一工程と、型モジュール1内で加熱して熱溶融性バインダーを溶融する第二工程と、上記混合物を型モジュール1から離型する第三工程とからなるフィルター成形体の製造方法であって、上記第二工程では、マイクロ波を照射して上記混合物を加熱することを特徴とする。
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3と、からなる複合材料で構成されたものである。このような成形体を製造する方法(本発明の成形体の製造方法)は、複合材料で構成された素形体10に対して、繊維片2以外の成分を選択的に除去する加工を施すことにより、素形体10を所定の形状に裁断する工程と、裁断後の素形体10(繊維樹脂複合構造体100)を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。素形体10中の繊維片2以外の成分(マトリックス3)を選択的に除去する加工は、素形体10にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
リブ付き構造の繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品の製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料から、機能層プリフォームを予備成形する工程と、金型のキャビティ内に、前記機能層プリフォームと、少なくとも熱硬化性樹脂を含む補強層用材料とを充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを
含むことを特徴とする機能部品の製造方法。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】熱硬化性樹脂及び単繊維強化材を含む機械強度に優れた成形品を提供する。
【解決手段】熱硬化性樹脂(A)および単繊維強化材(B)、を含み、ISO178に基づいて測定される曲げ強さが、200MPa以上である成形材料を成形してなる、成形品。また、ISO179−1に基づいて測定されるシャルピー衝撃強度が20kJ/平方m以上である成形材料を成形してなる、成形品。また、ISO527−1に規定された試験片を用いる引張りクリープ試験において、120℃、荷重50MPaの条件で測定される引張りクリープ特性の24時間最大変形率が0.5%以下である成形材料を成形してなる、成形品。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
1 - 20 / 150
[ Back to top ]