
Fターム[4F204AC02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 材料の状態、形態 (1,410) | 紐状物 (33)
Fターム[4F204AC02]に分類される特許
1 - 20 / 33
化粧板の製造方法及び化粧板
【課題】高硬度かつ環境配慮型である上、電離放射線硬化型樹脂の硬化収縮による反りや割れなどを防止した化粧板の製造方法を提供する。
【解決手段】(a)基材の一方の面に、接着剤層を介して強化紙を貼付する工程、(b)前記強化紙表面に熱硬化性シーラー層を設け、熱プレス処理して原板を形成する工程、(c)賦型シートの剥離層上に電離放射線硬化型樹脂組成物層を設け、電離放射線硬化型シートを形成する工程、及び(d)前記(b)工程で得られた原板と、前記(c)工程で得られた電離放射線硬化型シートとを、それぞれ熱硬化性シーラー層と、樹脂組成物層とを対面させてラミネートしたのち、電離放射線を照射して、前記樹脂組成物層を硬化させ、熱硬化性シーラー層上に保護層を形成させる工程を含み、基材/接着剤層/強化紙/熱硬化性シーラー層/保護層/賦型シートからなる層構成を有する化粧板の製造方法である。
(もっと読む)
繊維巻きテープを使用した継ぎ目部材及びその製造方法
【課題】動車のモール等に使用できる、炭素繊維又は無機繊維巻きテープを使用した継ぎ目部材及びその製造方法を提供する。
【解決手段】炭素繊維又はガラス繊維等の無機繊維とオレフィン系樹脂を含む複合体である炭素繊維テープ又は無機繊維テープからなる補強材が、熱可塑性樹脂成形体又は熱可塑性エラストマー成形体と一体化されている継ぎ目部材。継ぎ目部材の製造時には、炭素繊維テープ又は無機繊維テープは、円筒状芯材の周囲に多層になるように巻き付けて保持された炭素繊維巻きテープ又は無機繊維巻きテープから所定長さを取り出して使用する。
(もっと読む)
ポリマー製品の製造方法
【課題】良好な機械的特性を有するポリマー製品を低い圧着温度で製造する簡易で実用的な方法の提供。
【解決手段】ポリマー製品を製造するため方法であって、次の各工程:(a)配向化ポリマー材料のストランドで構成された第1の層、ポリマー材料の第2の層、配向化ポリマー材料のストランドで構成された第3の層であって、該第2の層が該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ連続層を有する合着層を形成すること、(b)該第1の層の一部を融解させ、該第2の層を融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること、及び(c)該圧着化合着層を冷却すること;を含む方法による。
(もっと読む)
回路装置の製造方法および樹脂封止装置

【課題】複数個の樹脂シートを一括してモールド金型に配置することを可能とする回路装置の製造方法およびそれに用いられる樹脂封止装置を提供する。
【解決手段】輸送装置36は、支持部41と、支持部41から両側方に伸びるアーム37と、アーム37の下端に設けられた吸着部38と、支持部41の上部に配置された筒状の収納部31とを備えている。輸送装置36は、載置台39に載置された複数の樹脂シート10を、モールド金型の所定位置に輸送する機能を備えている。
(もっと読む)
複合繊維体の成形方法および成形型
【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】成形素材1Aの少くとも片面側から流体熱媒を流通して圧縮成形加工に必要な所要温度に加熱すると共に、他面側にこの加熱温度よりも低い低温領域を設定して、成形素材1Aの厚み方向に温度勾配を付与した状態で成形型3によりコールドプレスすることにより、加熱温度分布領域に高密度層1aが圧縮成形され、低温分布領域には高密度層1aの形状に沿った低密度層1bが加圧成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
断熱シートの製造装置、及び断熱シートの製造方法
【課題】断熱シートの断熱性能の向上を図ることができるとともに、断熱シートを容易に製造することができ、またエネルギの消費量の低減を図ることができる断熱シートの製造装置、及び断熱シートの製造方法を得る。
【解決手段】断熱シートの製造装置1は、上下ローラ2,3を回転させながら上下ローラ2,3間に繊維ウェブ9を通すことにより繊維ウェブ9を断熱シート15とする。上ローラ2は、ローラ本体11と、ローラ本体11の外周部を囲む断熱被覆材12とを有している。断熱被覆材12には、ローラ本体11の外周部を露出させる露出用穴13が設けられている。また、断熱被覆材12は、ローラ本体11よりも熱伝導率の小さい材料で構成されている。繊維ウェブ9が上下ローラ2,3間に通されるときには、繊維ウェブ9の繊維同士が熱融着可能な温度にローラ本体11が加熱される。
(もっと読む)
樹脂フィルムの製造方法
【課題】1対の圧延ロールで樹脂フィルムを圧延する場合であっても、圧延された樹脂フィルムの配向異方性を抑制し、さらには、延伸時に樹脂フィルムの局所的な薄肉化、ネックインなどを抑制することができる樹脂フィルムの製造方法を提供する。
【解決手段】柱状樹脂21を、並設された一対の圧延ロール11,12の幅方向の中央部11a,12aに挟み込んで、圧延することにより樹脂フィルム22を製造するための方法であって、一対の圧延ロール11,12として、中央部11a,12aから少なくとも一方の端部11b,12bに向かって小径となった圧延ロールを用いて、樹脂フィルム22の中央部22aの厚さに対してその両端部22bの厚さが厚くなるように、柱状樹脂21を圧延する。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 吸音特性を阻害することなく、熱伝達性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している磁性フィラーと、を有し、該磁性フィラーは、鉄と熱伝導率が150W/(m・K)以上の金属との鉄合金からなり、該鉄合金中の鉄の含有量x(重量%)と、該磁性フィラーの体積y(mm3)との関係は、図1における点A(10,0.25)、点B(10,0.01)、点C(65,0.0007)、点D(90,0.0007)、点E(90,0.25)で囲まれた領域内にある。
(もっと読む)
ストローの側部に形成する突状部の加工方法及びその加工用装置
【課題】本発明は飲料用ストローを確実に供給し、その側部に突状部を形成する際に、組立てられたストロー本体が合成樹脂製の薄いフィルムで密封されたままで加工が行える突状部の加工方法及びその加工用装置を提供することを目的とする。
【解決手段】ストロー本体1の外周と略同一な曲率とする円弧状溝21を、外周壁に所定間隔で多数本設けたドラム状の回転金型2と、前記円弧状溝21と同じ円弧状溝31を1本有した直線移動可能なブロック状の可動金型3とを用い、合成樹脂製の薄いフィルムで1本ずつ所定間隔離して密封されたストロー本体1を、回転金型2の円弧状溝21に供給した後、可動金型3を上昇させて、その可動金型3の円弧状溝31をストロー本体1に押付け、回転金型2の表面と可動金型3の上面との間にストロー本体1の側部をはみ出させて突状部11が密封状態で形成されるストローの突状部の加工方法と成す。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
繊維から成形品を製造するための装置
本発明は、その内側面(1a,2a)によって少なくとも部分的には成形品の輪郭が決定づけられる多分割成形型(1,2)を使用して繊維から三次元成形品(30)を成形するための装置であって、繊維は空気流によって少なくとも1個のノズル(4)を通じて成形型内に吹き込まれ、空気流が成形型の孔を通って排気されることで繊維は成形型の内側面に付着し、前記繊維は、熱供給によって互いに接着されて最後に成形品(30)として前記成形型(1,2)から取り出される前に、必要に応じさらに局所的に圧縮可能なように構成した装置に関する。この場合に重要なのは、ノズル(4,24,34)の吹込み方向が揺動軸心回りで揺動調節可能であり、揺動軸は前記成形品の外周面の近傍に位置していることである。 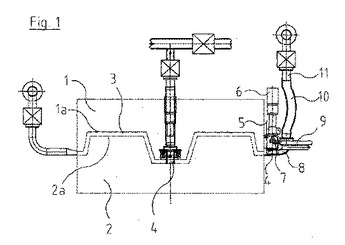 (もっと読む)
(もっと読む)
水回り用樹脂成形体の製造方法
【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水回り用樹脂成形体の製造方法であって、
前記粒子と前記マトリックスとを下型底面を備える型にて硬化する工程と、
前記下型底面と接する前記水回り用樹脂成形体の面と反対側の上方面に位置する前記マトリックスから露出する前記粒子を削除する工程と、を備え
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体を厚み方向に切断し、切断面にある100個の粒子について計測し、単純平均をとることで、計算されるフェレット径が、前記水回り用樹脂成形体の使用面を基準線として1mm以上の大きさを有することを特徴とする、水回り用樹脂成形体の製造方法を提供する。
(もっと読む)
裁断屑を用いた成形体およびその製造方法
【課題】 化学繊維(合成繊維も含む)の織物又は編物を含む裁断屑を、より簡便な方法で有効利用できる技術の提供。
【解決手段】 化学繊維の織物又は編物を含む裁断屑11を粉砕する裁断屑粉砕工程と、粉砕された裁断屑11を加圧してフェルトマット13に成形するフェルトマット成形工程(S102)と、フェルトマット13に熱反応性の硬化剤15を含浸させる硬化剤含浸工程と、硬化剤15が含浸されたフェルトマット13を熱プレス成形によって成形品16を形成する熱プレス成形工程とを備えてなることを特徴とする。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、コード間隔が均一で適度な厚さかつ平滑なプライを得ることのできるプライ形成装置及びプライの形成方法の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8及び挟圧ローラ9を備える。エンドレスベルト8を掛巻するローラのうち、上流のローラを鼓状ローラ12とする。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。挟圧の際に広がる側縁部のスチールコード3が、予め、鼓状ローラ12の鼓形状に沿って中央側に寄る。エンドレスベルト8及び挟圧ローラ9の広い挟圧面で、ゴム被覆した複数本のスチールコード3を挟圧する。複数本のスチールコード3が一体化して、平滑かつ均一なコード間隔のプライ2になる。
(もっと読む)
竹繊維成形物及び竹繊維成形物炭化処理材
【課題】剛性材ないしは準剛性材又はブロック状の弾性材を成形可能で、壁材、断熱材を含む建築材料、マット、吸音材、緩衝材その他の用途に適用可能な削剥竹繊維を母材とする竹繊維成形物及びこれに炭化処理を施した竹繊維成形物炭化処理材を得る。
【解決手段】竹繊維を母材とする竹繊維成形物Xが、採取した竹材の繊維配向と交差する方向に鉋掛け又は削進することにより削剥して得られるフィラメント状の削剥竹繊維1を原材料とする。該削剥竹繊維1に、水分を噴霧供給して湿潤化するとともに絶乾状態の粉末状糊材2を添加混合し、ついで削剥竹繊維1を交絡させて金型投入して材料表面を整え、所定の圧下量で脱気又は圧密化し加熱保持して賦型化する。こうして得られた竹繊維成形物Xに、さらに炭化処理を施して竹繊維成形物炭化処理材を製造する場合がある。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
1 - 20 / 33
[ Back to top ]