
Fターム[4F204AD03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | 無機物質 (639) | 金属 (380)
Fターム[4F204AD03]に分類される特許
201 - 220 / 380
多層銅張積層板の製造方法、多層銅張積層板及び高さ変動型位置ずれ防止治具
【課題】積層成形後の積層体の銅箔の位置ずれを抑制することが可能である多層銅張積層板の製造方法、多層銅張積層板及び高さ変動型位置ずれ防止治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し、それら積層体を金属板を用いてプレスにより加熱加圧し多層化接着する多層銅張積層板の製造方法において、プレス段内の範囲内で積層体と金属板を交互に積載し上蓋を被せ加熱加圧する前に、予め積層体及び金属板全体の厚みと、同等の厚み(高さ)を有する高さ変動型位置ずれ防止治具を、積層体及び金属板と、上蓋の側面板間に挿入することで、積層成形後の積層体の銅箔の位置ずれを抑制することが可能である多層銅張積層板の製造方法。
(もっと読む)
金属張積層板の製造方法
【課題】 プリント配線板製造時の加熱工程での反りや寸法変化の発生を抑えることのできる金属張積層板を製造する。
【解決手段】 プリプレグと金属箔とを重ね、熱硬化性樹脂が溶融を開始するまでの圧力を0.3MPa以下として加熱加圧し、溶融開始からゲル化までは所定圧のもとに加熱加圧し、0.5〜2MPa/minで降圧した後に無圧状態で加熱する。
(もっと読む)
高熱伝導ゴムローラの製造装置

【課題】ゴム注型時の圧力による熱伝導性フィラーの分離を小さくし、表面硬さのばらつきの小さい高熱伝導ゴムローラを製造できる高熱伝導ゴムローラの製造装置を提供する。
【解決手段】直立に配置された円筒形の金型12と、金型内に同軸に配置されてローラのゴム層を形成するための空間14を設ける芯軸16と、下面と空間14とに開口するゴム注入孔20を有し、金型12の下部に嵌合されて芯軸16の下端を保持する下部栓体22と、金型12の上部に嵌合されて芯軸16の上端を保持する上部栓体26とを備えている。さらに、金型12の上部及び又は上部栓体26に、ゴム注入孔20から注入されたゴムを排出しない通気孔を設けた。
(もっと読む)
断熱板及びその製造方法
【課題】取り扱い易くすることで作業性を高めることができ、しかも製造コストや組立コストを抑えることができ、更には厚さ寸法を小さくすることのできる断熱板及びその製造方法を提供する。
【解決手段】本発明の断熱板によれば、金属板等の重量のある部品を多く用いることなく形成できるので、軽量化を図ることができる。従って、断熱板が取り扱い易くなり、作業性を高めることができる。また、金属板等の高価な部品を少なくすることができるので製造コストを抑えることができる。さらに、厚さ寸法を小さくすることができるので、例えば自動販売機の断熱壁として断熱板を用いる場合に自動販売機本体の小型化を図ることができる。また、本実施形態の断熱板の製造方法によれば、得られた断熱板の各表面材11,12の板厚方向を金属板によって被覆する工程が不要なので、組立コストを抑えることができる。
(もっと読む)
ローラの製造方法及びその製造装置
【課題】ローラ表面と金型内面及び端部が擦れることを防止し、表面欠陥のないローラを容易に得ることのできるローラの製造方法及びその製造装置を提供する。
【解決手段】金型12内に芯軸14を同軸に配置する工程と、金型12と芯軸14との間に液状ゴムを注入後硬化することにより、芯軸14上にゴム層16を有するローラ18を成型する工程と、金型12とゴム層16との間に液膜20を形成した状態で、ローラ18を金型12から引き抜く工程とを備えた。金型12からローラ18を引き抜く際に、金型12とゴム層16との間に液膜20を形成することにより、ローラ18表面が金型12内面に擦れることがないので、ゴム表面に欠陥のないローラ18を容易に得ることができる。
(もっと読む)
ゴムローラの製造方法及びゴムローラの成形金型
【課題】金型キャビティ内にゴム材料をリング状に注入してゴムローラを成形する際、リング状のゴムバリが金型内に残らないようにする。
【解決手段】両端駒の一方の材料注入側の駒3aに液状ゴム材料を注入する、少なくとも1本以上の材料注入穴5を有し、パイプ金型本体2と駒3との組合せにより形成されたリング状絞り部6より液状ゴム材料を金型キャビティ内に注入し、注入後に加熱硬化し、リング状液溜まり部6のゴムバリをパイプ金型本体2内に残したまま駒3をパイプ金型本体2より取り外し、ゴムバリをゴムローラ端面に一体化させたまま成形金型外へ排出させ、その後、ゴムローラ端面のリング状のゴムバリを突切り除去する。
(もっと読む)
弾性体ローラの製造方法及び成形金型
【課題】弾性体ローラの成形において、成形金型や型締め力による弾性体ローラ端面の軸方向位置のばらつきを抑えることで、成形後の弾性体ローラの端部処理が不要な弾性体ローラの製造方法及び成形金型を提供する。
【解決手段】略円柱状のキャビティを有し両端が開口された金型本体の端部の一方に、芯金が挿入された駒を取り付け、該金型本体の他方の端部に、前記駒とは別の駒を装着する第1工程と、弾性体の材料を該キャビティ内部に注入する第2工程と、該金型本体を加熱して該材料を硬化させる第3工程と、を有する弾性体ローラの製造方法であって、該第1工程において、該キャビティの中心軸と垂直となる該金型本体及び該駒が有する平面と、該キャビティの中心軸と同じ中心軸を持つ円錐形状の側面を為している該金型本体及び該駒が有するテーパ面とが、双方同時に接触するように、該駒に軸方向へ力を加えて該駒と該金型本体とを密着させることを特徴とする。
(もっと読む)
複数組の金属箔/樹脂フィルム構造の長尺状積層体の製造法
【課題】加熱圧着装置を用いて複数組の金属箔/樹脂フィルムの構造の長尺状積層体を同時、かつ連続的に製造する場合に、隣接する組の積層体が互いに局所的な貼り付きを起こさないようにさせる。
【解決手段】加熱圧着装置を用いて、金属箔/樹脂フィルムからなる構造の長尺状積層体を複数組同時に製造する方法において、加熱圧着操作を、互いに隣接する組のそれぞれの樹脂フィルムの側端部の位置が重ならないように配置した状態にて実施する。
(もっと読む)
モールド成形体及びその製造方法
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体及びその製造方法を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
トナー供給ローラの製造方法
【課題】注型機ミキシングチャンバー内の汚染を抑制し、繰り返し成形してもローラの硬度や通気量の変動を抑制可能で、成形耐久安定性が良いトナー供給ローラの製造方法を提供する。
【解決手段】芯金外周にウレタンフォーム用材料液により形成されたウレタンフォーム層を有するトナー供給ローラの製造方法において、材料液を注型機ミキシングヘッドに備わるミキシングチャンバーの上部に設けられた材料導入口からミキシングチャンバー内部に導入する工程;材料液をミキシングチャンバー内の攪拌用ローターで混合する工程;混合された材料液を、ミキシングチャンバー下部に設けられた吐出口を経由して芯金が配置された円筒金型に導入する工程;円筒金型内の混合された材料液を硬化させる工程;及び円筒金型からトナー供給ローラを取り出す工程を有し、下部に攪拌を促進するための手段を有する攪拌用ローターを用いる。
(もっと読む)
回転ハンドルの圧縮成形方法
【課題】インサート金具を封入した熱硬化性樹脂製回転ハンドルをバリ発生少なく圧縮成形する。
【解決手段】円筒状インサートボス金具90の底部に接触して位置決めする突き出しピン57を下金型中央部に備えるとともに、把手インサート用円筒状ナット金具91底部に接触して位置決めする突き出しピン58を備え、かつ、型窩60につながる樹脂流路溝60dを下金型上表面に備えている下金型50aと、前記円筒状インサートボス金具の上部に接触するボスキャップ67と前記円筒状ナット金具上部に接触するナットキャップ68を備える上金型50bよりなる圧縮金型50を用い、型窩60に熱硬化性樹脂バルクを敷設した後、圧縮成形金型50を加熱しながら型締めを行い、加熱を続行して熱硬化性樹脂を硬化させることにより熱硬化性樹脂環状ハンドル本体が前記円筒状インサートボス金具の外周回りに形成された回転ハンドル40を生産する。
(もっと読む)
トナー供給ローラの製造方法およびトナー供給ローラ
【課題】ローラとしては低硬度であり、かつローラ表面に未反応ポリオール成分の染み出しが殆どないトナー供給ローラの製造方法を提供する。
【解決手段】芯金を内蔵したローラ形状成型金型にウレタンフォーム原料を注入し、該金型内で発泡硬化して、芯金の外周上にウレタンフォーム層を形成し、ウレタンフォーム層の表面にイソシアネート化合物を塗布含浸させ、ついで、塗布含浸させたイソシアネート化合物の融点以上の温度で温風処理した後、反応させる。
(もっと読む)
弾性ローラの形成方法、およびこの方法によって形成された弾性ローラ
【課題】円筒金型の中に配置された芯金の周りに材料を注入して弾性層を形成する方法において、酸性層の端部を裁断することなくこれを形成することのできる弾性ローラの形成方法、およびこの方法によって形成される弾性ローラを提供する。
【解決手段】キャップ型52Aとして、弾性層の端面を形成する端面形成面60において、注入口53が開口する面部分61よりも凹となる面部分62が注入口53の半径方向外側に設けられたものを用いる。
(もっと読む)
運転室内装パネルおよびその成形方法
【課題】成形工程を単純化して効率よく内装パネルを成形することが可能な運転室内装パネルおよびその成形方法を提供する。
【解決手段】ダッシュボードPの成形方法では、金型11,12内へ表皮塗料15aを塗布した後、ブラケット14a等のインサート金具や強化繊維16a〜16dをセットされた金型11,12内へ半硬質ウレタン樹脂を注入する。これにより、インサート金具の適材樹脂内へのインサート成形と、その表皮部分の成形とを、1工程において同時に行うことができる。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
ゴムロール体の製造方法及びシリコンゴムロール並びに加熱定着用ローラ
【課題】搬送ムラを生ずることがなく、紙送りその他のロール体を均質な層構造で、安価に製造することが可能なロール体の製造方法を提供する。
【解決手段】予め成形され上記回転軸を構成する軸芯部材と、予め成形され上記弾性層を構成する中空円筒形状の内筒スリーブ体と、予め成形され上記外周表面層を構成する中空円筒形状の外筒スリーブ体と、シリコンゴム素材を充填する中空円筒形状の成形型とを備える。そして上記成形型内に上記軸芯部材と上記内筒スリーブ体と上記外筒スリーブ体とを位置決め固定するセット工程と、このセット工程で固定された上記軸芯部材と上記内筒スリーブ体との間の空隙及び/又は上記内筒スリーブ体と上記外筒スリーブ体との間の空隙に未加硫状態の液状シリコンゴム素材を充填する充填工程と、この空隙に充填されたシリコンゴム素材を加熱して架橋する加熱工程とから構成する。
(もっと読む)
チューブローラの製造方法
【課題】プライマーをフッ素樹脂チューブ内面に効率よく、かつ均一に付着できるチューブローラの製造方法を提供する。
【解決手段】フッ素樹脂チューブ12を円筒体14の内面に装着する工程と、フッ素樹脂チューブ12内に液状のプライマー18を注入すると共に、当該フッ素樹脂チューブ12の両端面を、蓋体を被せて密閉する工程と、フッ素樹脂チューブ12内にプライマー18を封入した状態で円筒体14を揺動する工程と、蓋体を取り外し、円筒体14を立てた状態で放置する工程と、フッ素樹脂チューブ12内を乾燥させる工程と、円筒体14を加熱してプライマー18をフッ素樹脂チューブ12内面に固着させる工程と、円筒体14内に芯軸を挿置し、円筒体14と芯軸との間にゴムを注入硬化し、この後、2次加硫を行う工程とを備える。
(もっと読む)
硬質ポリウレタンボードの製造方法と硬質ポリウレタンボードの製造用面材
【課題】幅方向両端部を大きく切断・除去することなく、安定した両端部の寸法安定性を確保できる硬質ポリウレタンボードの製造方法と硬質ポリウレタンボードの製造用面材を提供する。
【解決手段】走行する下面材1上に硬質ポリウレタンフォーム原液組成物を吐出すると共に、その上方から上面材2を供給し、上下面材1,2の間で吐出した硬質ポリウレタンフォーム原液組成物を発泡・硬化させて長尺状の硬質ポリウレタンボードを連続製造する。下面材1または上面材2として、芯材1aに対してその幅方向長さより長い樹脂製フィルム1bをラミネートしたラミネート面材を使用すると共に、吐出された硬質ポリウレタンフォーム原液組成物を下面材1上に吐出後、抑えバー6により樹脂製フィルムの幅方向端部の芯材端片1aaを包含する個所を略直角方向に屈曲させることにより、吐出された硬質ポリウレタンフォーム原液組成物の幅方向の拡がりを抑える。
(もっと読む)
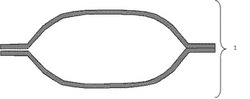
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 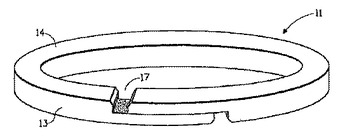 (もっと読む)
(もっと読む)
樹脂モールド装置
【課題】樹脂モールド部の厚さを基板の厚さ範囲内に収めて封止する樹脂モールド装置を提供する。
【解決手段】モールド金型のクランプ動作により基板凹部8に供給された所定量の封止樹脂9を可動ブロック18により押圧して当該基板凹部8に配置された半導体チップ7を基板板厚範囲で封止する。
(もっと読む)
201 - 220 / 380
[ Back to top ]