
Fターム[4F204AD03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | 無機物質 (639) | 金属 (380)
Fターム[4F204AD03]に分類される特許
21 - 40 / 380
混成部材を製造するための方法ならびに製造する際に使用するためのカバー
【課題】 従来技術から出発して本発明の根底をなす課題は、プレス型の汚れが少なくともできる限り防止することができ、混成部材の基本成形体が特定の領域で樹脂がない状態で保持できる、原動機付き車両のための品質的に価値の高い混成部材を製造するための使用に関する技術的に改善された方法を提示することである。
【解決手段】強化要素(3)とプレス型(4)の間にカバー(8)が組入れられ、さらにカバー(8)が連続した状態で貯蔵所から引出され、かつ基本成形体(2)の上で基本成形体上に位置決めされた強化要素(3)と一緒に置かれ、その後にプレス工程が行われ、その際にカバー(8)が樹脂を吸収する吸収層(9)を備えており、それによりプレス工程において強化要素(3)から流出する樹脂が吸収層(9)により収容され、カバー(8)がプレス工程の後に混成部材(1)から取除かれ、好ましくは貯蔵ユニットに巻かれることにより解決される。
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法

【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
難燃性繊維強化複合材料、サンドイッチパネル、それらの製造方法及びエレベータかご
【課題】成形時の樹脂のハンドリング性が良好で、成形後に優れた難燃性を有すると共に燃焼させた場合おいてもハロゲン含有ガスを発生することなく且つ軽量で高剛性を有する難燃性繊維強化複合材料を提供すること。
【解決手段】本発明の難燃性繊維強化複合材料は、ビニルエステル樹脂、不飽和ポリエステル樹脂及びシリコーン樹脂からなる群から選択される少なくとも1種100質量部に対し、50%粒子径D50が10μm以下であり且つ95%粒子径D95が30μm以下である有機リン酸金属塩粒子を10質量部以上17質量部以下添加したマトリクス樹脂を、繊維基材に含浸硬化させて得られるものである。
(もっと読む)
金属複合体の製造方法
【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
ガスケット材およびその製造方法
【課題】耐酸性、耐熱性、耐油性,耐圧縮特性が優れ、ゴムの加硫を良好に行うことができるガスケット材およびその製造方法を提供する。
【解決手段】無機繊維と有機繊維と未加硫のフッ素ゴムと加硫用過酸化物と無機充填材とを含有する未加硫状態のコンパウンドを用意する。金属板1の表面に下地材2層、この下地材2層上に接着剤3層、この接着剤3層上にコンパウンド4層をそれぞれコーテイングした後、コンパウンド4をコーティングされた金属板1を加熱プレスし、コンパウンド4中のフッ素ゴムを加硫することにより、ガスケット材を得る。
(もっと読む)
焼結部品の製造方法
【課題】可塑性原料を型孔内で加圧成形し、得られた成形体を焼結することで微小な焼結部品を製造するにあたり、良好な成形体を成形することができる製造方法を提供する。
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダを40〜60体積%添加し、加熱混練して調整した原料を押型の型孔内に充填し所望形状に加圧成形し、次いで、加圧した成形体を押型から抜き出してから加熱してバインダを除去し、この後、成形体を加熱して焼結する焼結部品の製造方法において、加圧成形時のパンチの移動速度:Uを、ΔP:パンチの加圧力(Pa)、μ:粘度(Pa・s)、L:長さ(m)、De:相当管径(m)としたとき「U=ΔP/(32μ×L)×De2」で求められる速度以下に設定する。
(もっと読む)
アンテナリフレクタの製造方法及びアンテナリフレクタ
【課題】製造工程が少ないアンテナリフレクタの製造方法及びアンテナリフレクタを提供する。
【解決手段】ヤーン又はクロスの状態の繊維に金属皮膜を形成する金属皮膜形成ステップと、金属蒸着クロス1、ガラスクロス2、ピールプライ3、樹脂拡散ネット4、及びバギングフィルム5を成型型8の上に順に設置する設置ステップと、成型型8とバギングフィルム5とを、チューブ6を間に挟み、隙間なく接着する接着ステップと、チューブ6を介して空気を外部に排出する排気ステップと、樹脂を注入する注入ステップと、注入ステップにて注入された樹脂の硬化後に、硬化後の金属蒸着クロス1及びガラスクロス2を取り外す取り外しステップと、を含む。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
繊維強化樹脂板材の製造方法
【課題】工程数を増加させることなく、高い剛性を備えた繊維強化樹脂板材を製造する。
【解決手段】長繊維に熱硬化性樹脂が含浸したプリプレグを具備するシート状物13の少なくとも一部に、角パイプ12などの金属製部材を配置し、シート状物13の両側端部を角パイプ12に巻き付けて角パイプ12の外周を覆うなどして、プリフォーム14を製造する。ついで、金型で圧縮成形して、平板状のFRP板材本体の片面に2本の角パイプ12を備えたFRP板材を製造する。
(もっと読む)
成形品および成形品の成形方法
【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】本体部2と、本体部2に一体的に設けられ、一部が本体部2から突出している離型用部材4とを有する成形品1である。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
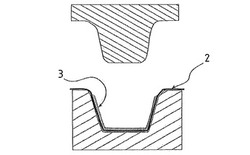
複合材製造方法
【課題】高強度の複合材が得られる複合材製造方法を提供する。
【解決手段】凹部10を有する成形型1に強化繊維基材2を載置し、凹部10を挟んで配置される少なくとも一対の固定部材4によって強化繊維基材2を成形型1に固定する。このとき、強化繊維基材2と成形型1の凹部10の底面12との間に間隙が設けられた状態で、強化繊維基材2を固定部材4によって成形型1に固定する。この後、成形型1に固定された強化繊維基材2をバッグフィルム20で覆い、成形型1とバッグフィルム20との間に形成された成形空間内を減圧して、減圧された成形空間内でマトリックス樹脂を流動させる。そして、強化繊維基材2とマトリックス樹脂とが一体的に成形された複合材28が得られるように、マトリックス樹脂を固化する。
(もっと読む)
液体注入モールド法による半導体発光デバイスパッケージの形成方法、及びモールドされた半導体発光デバイスリボン
【課題】半導体発光デバイスを搭載するように構成された基板を作製する工程を含む、半導体発光デバイスをパッケージする方法を提供すること。
【解決手段】半導体発光デバイスをパッケージングする方法は半導体発光デバイスを搭載するように構成された基板を作製するステップを含む。該基板は中に半導体発光デバイスを搭載するように構成された空洞を含んでもよい。該半導体発光デバイスは該基板上に搭載されて基板の接続部分に電気的に接続される。該基板は該半導体発光デバイス上に、該基板に接着された光素子を形成するために液体注入モールドされる。液体注入モールドのステップに先行して空洞の中の電気的に接続された半導体発光デバイス上に軟樹脂を塗布するステップがある。半導体発光デバイスの基板リボンも提供される。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
21 - 40 / 380
[ Back to top ]