
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
201 - 220 / 1,168
繊維強化プラスチック成形体の製造方法
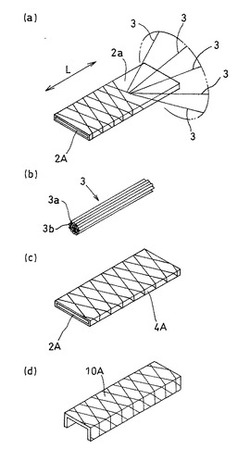
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置

【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
湾曲複合フレーム及び湾曲複合フレームの製造方法
【課題】航空機用途に必要な仕様を満たしながら、重量、材料及び作業を削減する航空機の胴体構造のフレームを提供する。
【解決手段】航空機の湾曲した複合フレーム36は、おおむねZ形状の断面を有する複数層の複合積層体を含む。少なくとも特定の積層体の層は、フレームの湾曲に沿ったほぼ全てのポイントにおいて実質的に接触している単向性強化用繊維を含む。
(もっと読む)
繊維強化プラスチック用一方向性の強化繊維織編物及びその繊維基材と、同繊維基材の製造方法及び同繊維基材を使った繊維強化プラスチックの成形方法
【課題】樹脂の含浸性と機械的特性に優れ、安価に製造できる強化繊維用の織編物と、同強化繊維織編物からなる繊維基材、並びに、その基材を用いた強化繊維プラスチックの製造方法を提供する。
【解決手段】繊維基材の少なくとも1層に不均一な撚り部を有する強化繊維糸条をたて糸11として配した、局部的に隙間をもつ一方向性の強化繊維織編物13からなる。フィラメント数が50000〜100000本、及び/又は糸条繊度が32670〜65340dtexであり、目付が600〜1000g/m2である。成形方法は、強化繊維織編物の少なくとも1層以上を成形型9に積層し、樹脂を面方向に拡散するための媒体17を載置後、繊維基材及び媒体の全体をバッグフィルム18で覆い、次いでバッグフィルムで覆われた内部を真空状態として、積層された繊維基材の片面に熱硬化型樹脂を拡散させ、繊維基材に含浸させたのち硬化する。
(もっと読む)
注入発泡品の製造方法
【課題】本発明は、製造設備の小型化や簡易化を可能にした注入発泡品の製造方法を提供する。
【解決手段】本発明は、樹脂からなる芯材3と、前記芯材3の上面30Bに固着されたパッド材2と、を備えた自動車用シートSC(注入発泡品)の製造方法であって、
前記芯材3の裏面30A側から前記芯材3の前記上面30B側に渡って貫通する発泡液注入孔30を有する前記芯材3をコアとして 、金型Uのキャビティー内に配置させ、その後、前記発泡液注入孔30から発泡液を、前記芯材3と前記金型Uとの間に設けられたパッド成形空間20内に注入して、前記パッド材2を前記芯材3と一体に成形する。
(もっと読む)
孔開きヘッドレストの製造方法
【課題】 本発明は貫通孔の形状如何に関係なく孔開きヘッドレストを製造できるようにする。
【手段】 乗員の頭部が当接する前側表皮材21と、この前側表皮材21と別体で前側表皮材側を開放状に形成した軟質合成樹脂製スキンよりなる後側表皮材11とを有し、該後側表皮材11内にステーと一体のフレーム30を挿入配置した後、後側表皮材11と前記前側表皮材21とをパッド成形用の成形型Uにセットした後、後側表皮材11、前側表皮材内21内にパッド成形用発泡液を注入して、パッド10をフレーム、後側表皮材、前側表皮材と一体成形する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有し、加圧方向を軸とする周回方向に上型方向と下型方向とに交互に押し切り面を設けた賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
炭素繊維強化複合材料、その製造方法及びそれを用いたエレベータかご
【課題】成形時の樹脂のハンドリング性に優れ、成形後の高い難燃性及び機械的強度を兼ね備えた炭素繊維強化複合材料性を提供すること。
【解決手段】積層された炭素繊維基材に熱硬化性樹脂と水酸化アルミニウム、水酸化マグネシウム、三酸化アンチモン、五酸化アンチモン及び赤燐からなる群から選択される少なくとも1種の無機充填剤とを含有する熱硬化性樹脂組成物を含浸、硬化させてなる炭素繊維強化複合材料であって、炭素繊維強化複合材料全体における熱硬化性樹脂に対する無機充填剤の体積充填率が10体積%以上120体積%以下であり且つ炭素繊維基材の積層厚み方向に上層、中層及び下層に3等分したときに、上層における熱硬化性樹脂に対する無機充填剤の体積充填率が、中層及び下層それぞれにおける熱硬化性樹脂に対する無機充填剤の体積充填率の2倍以上であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
複合繊維体の成形方法および成形型
【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
多層銅張積層板の製造方法
【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
発泡樹脂パネルの製造方法
【課題】断熱性や強度に優れ、耐久性が向上し、成形も容易で、断熱容器の組み立て折り畳み等も容易な発泡樹脂パネルの製造方法を提供する。
【解決手段】布と布の間の樹脂注入空間、布と成型品の間の樹脂注入空間内に樹脂を注入発泡させることにより、樹脂注入空間内に布と成型品に接着した発泡樹脂層を備えた発泡樹脂パネルを製造するようにした。一枚の布の上に複数枚の成型品を間隔をあけて配置し、夫々の成型品と布との間の樹脂注入空間内に樹脂を注入発泡させることにより、その樹脂注入空間内に布及び成型品と接着した発泡樹脂パネルを複数枚備えた発泡樹脂パネルを製造するようにした。それら発泡樹脂パネルの間にヒンジ部をも形成するようにした。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
カーボンマットブラケット
【課題】カーボン繊維で織られたカーボンクロスを、透明な樹脂シートまたは樹脂板で両面から挟み込み接着したベース材を加熱して、成形型で加圧成形することで表面が滑らかでカーボンクロスの織目文様に乱れの無い、薄くても十分な強度とデザイン性を兼備えたカーボンマットブラケット及び成形法を提供することを目的とする。
【解決手段】補強繊維材で織られた織布材2と、該織布材の両面を熱可塑性樹脂3aからなる表層材3を積層して接着されたベース材1を、成形型6により前記ベース材1を加熱して軟化させて加圧成形することで所定の形状10に成形されることを特徴とするカーボンマットブラケット。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
成形用シート及びこれを用いたシート状成形体
【課題】プレス加工による成形性に優れる成形用シートと、この成形用シートを発泡及びプレス加工して成形され、良好な軽量性を発揮すると共に環境問題にも十分対応できるシート状成形体の提供を目的とする。
【解決手段】本発明は、表層、中間層及び裏層を備え、繊維素材及び発泡剤を含有する成形用シートであって、上記中間層が繊維素材として天然繊維、熱可塑性合成繊維及び非熱可塑性化学繊維を含有し、上記表層及び裏層が繊維素材として天然繊維及び熱可塑性合成繊維を含有し、上記表層及び裏層の各層における繊維素材に対する発泡剤の含有量が5質量%未満であることを特徴とする成形用シートである。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
201 - 220 / 1,168
[ Back to top ]