
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
1,161 - 1,168 / 1,168
エポキシとの使用のための共有結合適合インモールドコーティング組成物
繊維強化材を含むエポキシマトリックス樹脂に使用する共有結合適合インモールドゲルコート組成物であって、該ゲルコート組成物はアクリル酸エステル成分を含むことを特徴とする共有結合適合インモールドゲルコート組成物。そのような組成物を使用する方法も開示される。 (もっと読む)
ゲルシートの製造方法
本発明は、連続方式でのゲルシート製造のためのさまざまな方法を提供するものである。
本発明の態様は、工業生産に適するゲルシートの製造時間を削減する一助となる。このようなゲルシートは、保湿性がよく防音及び断熱を含むさまざまな用途に用いられるエローゲル・ブランケット(blankets)製品を製造するのに使用される。 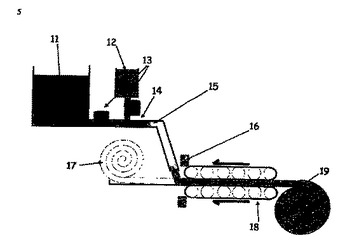 (もっと読む)
(もっと読む)
成型品の製造方法
【課題】
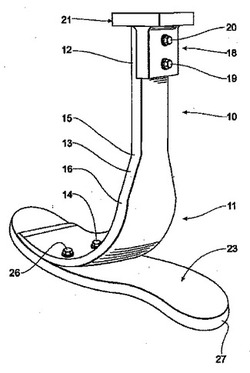
【解決手段】非金属繊維をエポキシ樹脂に含浸して、当該繊維が1枚のシートをなすよう整列させるステップと;前記シートから複数のプレプレグを切り出すステップと;前記プレプレグを、圧縮成型の型枠内に堆積するよう積層するステップと(好ましくは、プレプレグは、繊維が縦方向及び/又は横方向のプレプレグを交互に繊維が交差するよう配置される);高温下で圧縮成型するステップと;圧縮枠から成型品を取り出すステップとを具える成型品の製造方法である。この製造方法により成型された成型品が提供される。好ましくは、この成型品はJ型パイロン(11)とソールプレート(23)を具える義足である。
(もっと読む)
繊維複合材料製部品の製造方法及びその製造方法のための中間生産物

繊維複合材料製部品の製造方法であって、この方法においては、複数枚の強化繊維層(4)を、縫目(6)が所定の糸張力を付与された糸(6)で縫着し互いに結合させて、強化繊維プレフォーム(2)を製作し、その縫着により前記強化繊維プレフォーム(2)を圧縮するようにしており、また、前記強化繊維プレフォーム(2)を射出成形型の中に装填し、該射出成形型を閉塞し、該射出成形型の中へ樹脂を射出注入して該樹脂を硬化させるようにしている。この方法の特徴は、先ず、複数層の強化繊維層(4)を縫着する際に、前記強化繊維プレフォーム(2)を予圧縮寸法にまで予圧縮し、続いて、前記射出成形型の中に装填した前記溶加繊維プレフォーム(2)を、前記射出成形型の閉塞に際して、最終圧縮寸法(D2)にまで最終圧縮し(F)、前記最終圧縮が行われることにより、所定の糸張力が付与されていた前記縫目(6)に張力減失が生じるようにすることにある。 (もっと読む)
強化プラスティックス製品の製造法
成形用の壁(1)に接触して強化用のパッケージ(2)を置き、空気抜取り口および液体のプラスティックス材料(6)に対する供給口(5)を装着し、強化用のパッケージを気密性のカバー(3)によって覆い、該カバーの上にチャネル部材(7)を外れないように固定するプラスティックス製品の製造法。強化用のパッケージの中の圧力を周囲圧力より低い値d1に調節し、その後チャネル部材の内部の圧力をd1よりも低い値d2に調節し、これによって湯道チャネルを強化用のパッケージの上につくる。液体のプラスティックス材料が十分な程度強化用のパッケージを浸漬した後、チャネル部材の中の圧力をd1よりも高い値d3に調節し、湯道チャネルを押しのける。プラスティックス材料が硬化した後、気密性のカバーは、それが再利用されることが望ましくまた予め型に合わせてつくられている場合、それに連結されたチャネル部材と共に取り外される。 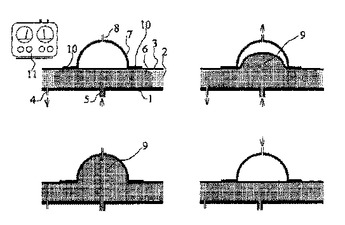 (もっと読む)
(もっと読む)
加飾成形品の製造方法
【課題】熟練作業を要することなく、下型の型表面への飾成形用シート載置の位置合わせを短時間で容易且つ確実に行うことができる加飾成形品の製造方法を提供する。
【解決手段】下型1の型表面に、熱硬化性樹脂組成物を基材に含浸させた加飾成形用シート4を載置し、その上に熱硬化性成形材料を載置した後、上型を降下させて型締めを行い、加熱・圧縮成形する加飾成形品の製造方法であって、下型1に着脱自在な位置決め治具2,3を用い、該位置決め治具2,3を下型1に装着する工程と、その位置決め治具2,3にその端部を沿わせるようにして位置決めを行いつつ前記加飾成形用シート4を下型1の型表面上に載置する工程と、該位置決め治具2,3を除去した後、その上に前記熱硬化性成形材料を載置する工程とからなる。
(もっと読む)
充填体
【課題】 チップ材のような細粒または細片の充填材が表皮材内に充填された充填体の製造方法を提供する。
【解決手段】 細粒または細片からなる充填材が表皮材内に充填され,充填材同士,充填材と表皮材の裏面とが接着する充填体を製造する方法は,細粒または細片からなる充填材に水反応性バインダーを混合する工程と,混合された充填材を,袋状の表皮材内に充填し,充填体を形成する工程と,該充填体に水蒸気を通す工程とを含む。充填体内を通る水蒸気によりバインダーは反応し,充填材同士,充填材と表皮材の裏面とが接着する。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
1,161 - 1,168 / 1,168
[ Back to top ]