
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
121 - 140 / 1,168
繊維複合体の製造方法
【課題】優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
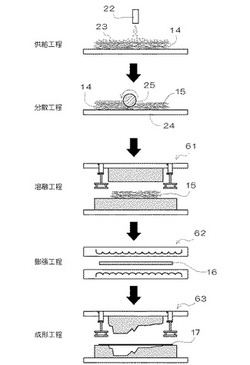
【解決手段】補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセルを供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備えており、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱膨張性カプセルとしては、一粒当たりの平均質量が異なる熱膨張性カプセルを複数種用いる。
(もっと読む)
繊維強化樹脂材とその製造方法

【課題】繊維強化樹脂材の端面が構造弱部とならず、しかも外観意匠性にも優れた繊維強化樹脂材とその製造方法を提供する。
【解決手段】中空で繊維強化樹脂からなるプリプレグシート3の該中空3aを潰すようにしてプリプレグシートの積層体3Aを製作し、別途用意された繊維強化樹脂部材2の端面2aから側面に亘る端面領域にこのプリプレグシートの積層体3Aを被せ、プリプレグシートの積層体3Aと繊維強化樹脂部材2を一体化させて繊維強化樹脂材10を製造する繊維強化樹脂材の製造方法である。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
アンテナリフレクタの製造方法及びアンテナリフレクタ
【課題】製造工程が少ないアンテナリフレクタの製造方法及びアンテナリフレクタを提供する。
【解決手段】ヤーン又はクロスの状態の繊維に金属皮膜を形成する金属皮膜形成ステップと、金属蒸着クロス1、ガラスクロス2、ピールプライ3、樹脂拡散ネット4、及びバギングフィルム5を成型型8の上に順に設置する設置ステップと、成型型8とバギングフィルム5とを、チューブ6を間に挟み、隙間なく接着する接着ステップと、チューブ6を介して空気を外部に排出する排気ステップと、樹脂を注入する注入ステップと、注入ステップにて注入された樹脂の硬化後に、硬化後の金属蒸着クロス1及びガラスクロス2を取り外す取り外しステップと、を含む。
(もっと読む)
樹脂成形体の製造方法
【課題】繊維材料を含む熱可塑性樹脂を用いて成形する、成形性に優れた樹脂成形体の製造方法を提供する。
【解決手段】繊維材料を含む熱可塑性樹脂の板状材料10を、面積の異なる3以上の異形領域からなる形状に裁断する裁断工程と、裁断された板状材料20A,20B,20Cを、前記熱可塑性樹脂の融点以上の温度にあらかじめ加熱する予備加熱工程と、加熱された前記板状材料20A,20B,20Cを、前記融点未満の温度に保持された成形型にて加圧成形し、前記異形領域の境界に沿って折り曲げ部を有する成形体を成形する加圧成形工程とを有している。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
繊維強化樹脂板材の製造方法
【課題】工程数を増加させることなく、高い剛性を備えた繊維強化樹脂板材を製造する。
【解決手段】長繊維に熱硬化性樹脂が含浸したプリプレグを具備するシート状物13の少なくとも一部に、角パイプ12などの金属製部材を配置し、シート状物13の両側端部を角パイプ12に巻き付けて角パイプ12の外周を覆うなどして、プリフォーム14を製造する。ついで、金型で圧縮成形して、平板状のFRP板材本体の片面に2本の角パイプ12を備えたFRP板材を製造する。
(もっと読む)
繊維強化樹脂の製造装置及び繊維強化樹脂の製造方法
【課題】成形型の取り付け及び取り外しの作業を容易に行うことができる繊維強化樹脂の製造装置を提供する。
【解決手段】複数の型体27〜30から構成される成形型26を用いて繊維強化樹脂を製造する製造装置は、水平方向に延びる回動軸まわりに回動可能な支持体14と、型体27等を支持体14に固定する型体支持部20と、を備え、型体27等は型体支持部20よりも支持体14の回動中心側に位置するように支持体14に取り外し可能に固定されている。型体27〜30を有する型体ユニットU1〜U4は、型枠25が型体支持部20に取り外し可能に取り付けられている。型体27〜30は型枠25に固定されたアクチュエータ21〜24のロッド21a〜24aに固定され、アクチュエータ21〜24により型開き位置と型閉め位置とに移動可能に設けられている。
(もっと読む)
植物系材料の成形体製造方法及び植物系材料の成形体
【課題】力学的性質が均一である成形体を製造することができる植物系材料の成形体製造方法及び植物系材料の成形体を提供する。
【解決手段】植物系材料の成形体製造方法は、繊維を有する板材2を原料として金型10に供給して、金型10による熱圧成形により板材2に流動性を発現させ、成形体が製造される。植物系材料の成形体製造方法は、板材2の繊維方向Lが押出方向P2と同一平面において直交するように板材2を金型10に配置し、配置された板材2に荷重をかけて押圧することで、押圧方向P1に対して側方に延びる型成形空間12に板材2を、流入口17を通じて流動させながら充填する側方押出成形によって成形体を製造する。
(もっと読む)
車両用成形内装材
【課題】車両用成形内装材において、成形時に大きな変形を伴うものでも、裂け目や極薄部分が出ないような構造及びその製造方法を提供する。
【解決手段】硬質ウレタン発泡体からなる基材層11と、基材層11の両側にそれぞれ接合された第1ガラス繊維補強層12及び第2ガラス繊維補強層14と、第1ガラス繊維補強層11の外側に接合された表皮層13と、第2ガラス繊維補強層14の外側に接合された裏面層15とからなる車両用成形内装材であって、第1ガラス繊維補強層11がガラス繊維フィラメントのガラスマットからなり、第2ガラス繊維補強層14がガラス繊維フィラメントのガラスペーパーからなる。
(もっと読む)
インサート構造を有するサンドイッチパネルおよびその製造方法
【課題】重量増加の原因となる金属インサート部品の使用を極減させるとともに、強度的な信頼性の高いインサート構造を有するサンドイッチパネルおよびその製造方法を得る
【解決手段】コア材(11)の厚さ方向の両面に配置され、繊維クロス(12a)で構成された表皮(12)と、両面に配置された表皮間を貫通する孔を有し、繊維ブレードで構成されたインサート部(13)とを備えたインサート構造を有するサンドイッチパネル(10)であって、表皮(12)とインサート部(13)との接合部の繊維が連続し一体構造化されている。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
複合材硬化用支持治具
【課題】たわみの発生を抑えることができるとともに、形状精度の高い成形材を得ることができる複合材硬化用支持治具を提供する。
【解決手段】加熱対象となる成形材Wが収納されて高温ガスが循環するオートクレーブ1内で、成形材Wを支持する複合材硬化用支持治具20において、オートクレーブ1内に載置される下段支持部30と、該下段支持部30の上面35に載置されるとともに成形材を下方から支持し、下段支持部よりも線膨張係数の小さい材料からなる上段支持部とを設ける。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
リブ付き構造の繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
加飾用成形シート及びその製造方法、並びに加飾用成形シートを使用して製造した成形品及びその製造方法
【課題】意匠性に優れ、成形品の生産効率を向上することができる加飾用成形シートを提供すること。
【解決手段】加飾用成形シート5は、構成繊維間に所定の間隙17を有する織布14aにより構成された織布層14と、織布層14の一方の面側に配置され、加飾用の成形材料を含む第1の層20aと、織布層14の他方の面側に配置され、前記成形材料を含む第2の層20bと、を一体に備える。加飾用の成形材料は、加飾用の柄材18を含有する。第1の層20a及び第2の層20bの表面には、剥離可能な保護フィルム25,25を備える。織布14aにおける構成繊維間の間隙17の大きさL1は、加飾用の柄材18の大きさL2よりも小さい。
(もっと読む)
オートクレーブの容積利用率を最適化する方法
【課題】オートクレーブの容積利用率を最適化する。
【解決手段】オートクレーブ10のプロセスパラメータを決定するステップと、オートクレーブ内の気流パターン、オートクレーブ全体にわたる温度変化、及びオートクレーブ内の乱流強度分布を決定するためにオートクレーブ構成をモデリングするステップと、オートクレーブ内の気流パターンを変更するために機器の変更を加えてオートクレーブ構成を修正するステップとを含む。更に、オートクレーブ内の修正された気流パターンと、オートクレーブ全体にわたる修正された温度変化と修正された乱流強度分布とを決定するために修正されたオートクレーブ構成をモデリングするステップと、部材の所定の硬化特性を満たすオートクレーブ内の部材の数を最大にする部材配置を決定するために、修正されたオートクレーブ構成内で硬化される部材24を用いて、修正されたオートクレーブ構成をモデリングする。
(もっと読む)
複合材パネル構造体及びその製造方法
【課題】複合材パネル構造体に対して新たに耐雷構造を設けることなく耐雷機能を実現可能な複合材パネル構造体及びその製造方法を提供する。
【解決手段】強化繊維を含む複合材パネル10により形成される複合材パネル構造体において、複合材パネル10は、マトリックス樹脂が含浸された強化繊維基材2と、該強化繊維基材の一面側に配置された導電性メッシュシート3と、該導電性メッシュシートを挟んで強化繊維基材2の一面側に配置されたバッグフィルム4とを含み、複数の複合材パネル10の導電性メッシュシート3が互いに電気的に接続されている。
(もっと読む)
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品
【課題】カーボン粉粒と結合材である熱硬化性樹脂との混合物を加温した金型に投入して圧縮成形する炊飯釜などの場合、金型の抜き勾配が極めて小さいうえ、成形品が硬化収縮に伴って金型面との嵌合力が強くなって脱型が困難になるため、成型品に不用意な変形を来すことのない態様を備えることが必要であった。
【解決手段】この発明に係るカーボン凝結体成形品の製造方法は、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を用いる圧縮成形の金型に、易分解性の繊維状物質から成る伸縮性を備えた不織布を配設した状態で、加圧する成形工程を備えて成るものである。
(もっと読む)
121 - 140 / 1,168
[ Back to top ]