
Fターム[4F204AD16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 繊維製品(編織物、不織布、長繊維物、コード) (1,168)
Fターム[4F204AD16]に分類される特許
141 - 160 / 1,168
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
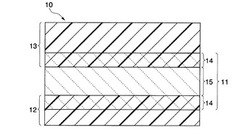
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
シート状車両用副資材、車両用部材及びその製造方法

【課題】低コスト及び複雑な金型形状に追従することのできるシート状車両用副資材、この車両用副資材を用いた車両用部材、及びその製造方法を提供することを課題とする。
【解決手段】内側周縁部にセットピンを立設した上金型と、下金型を用いて車両用部材を製造するときに使用されるシート状車両用副資材であり、縁部に切り込み14を有するとともに、この切り込み14を挟んで向い合う切り込み辺11a,11bに、該切り込み辺同士を前記セットピンに重ね留めするための孔13bを夫々有することを特徴とするシート状車両用副資材11。
(もっと読む)
複合材製造方法
【課題】高強度の複合材が得られる複合材製造方法を提供する。
【解決手段】凹部10を有する成形型1に強化繊維基材2を載置し、凹部10を挟んで配置される少なくとも一対の固定部材4によって強化繊維基材2を成形型1に固定する。このとき、強化繊維基材2と成形型1の凹部10の底面12との間に間隙が設けられた状態で、強化繊維基材2を固定部材4によって成形型1に固定する。この後、成形型1に固定された強化繊維基材2をバッグフィルム20で覆い、成形型1とバッグフィルム20との間に形成された成形空間内を減圧して、減圧された成形空間内でマトリックス樹脂を流動させる。そして、強化繊維基材2とマトリックス樹脂とが一体的に成形された複合材28が得られるように、マトリックス樹脂を固化する。
(もっと読む)
樹脂含浸シート及び金属箔付き樹脂含浸シート積層体の製造方法
【課題】樹脂含浸シート間の密着性に優れる金属箔付き樹脂含浸シート積層体を与える樹脂含浸シートを提供する。
【解決手段】熱可塑性樹脂が繊維シートに含浸されてなり、225℃で30分熱処理したときの減量割合が6.8〜10質量%である樹脂含浸シートとする。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。樹脂含浸シートは、熱可塑性樹脂と溶媒とを含む液状組成物を、繊維シートに含浸した後、溶媒を除去することにより得ることが好ましい。
(もっと読む)
加飾成形品
【課題】表面に多様な柄が形成され、しかも基材層の加飾層への滲み出し防止も可能な簡単な構成な加飾成形品を実現する。
【解決手段】加飾成形品40において、基材層2の上面に構成される目止め層3と加飾層4は、特定の形状に切り欠きされており、基材層2、目止め層3及び加飾層4が加圧成形により一体化された際に、この切り欠きされた切欠部5に、基材層2の成形材料6が押し出されて充填され、基材層2の成形材料6が表面に露出した基材表面部7と、切り欠きされていない加飾層4の加飾表面部8とによって柄が形成され、しかも基材表面部7と加飾表面部8は段差なく形成されている。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品の製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料から、機能層プリフォームを予備成形する工程と、金型のキャビティ内に、前記機能層プリフォームと、少なくとも熱硬化性樹脂を含む補強層用材料とを充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを
含むことを特徴とする機能部品の製造方法。
(もっと読む)
繊維強化プラスチック、その製造方法およびその製造装置
【課題】生産性の高い繊維強化プラスチック、その製造方法およびその製造装置を提供する。
【解決手段】繊維強化プラスチックの製造方法は、樹脂1が繊維基材2に含浸した繊維強化プラスチックの製造方法であって、以下の工程を備えている。成形型3に繊維基材2が載置される。未硬化の状態の樹脂1が通る溝4aを有するシート部材4により、溝4aが繊維基材2上に配置されるように成形型3に載置された繊維基材2が気密に覆われる。成形型3とシート部材4との間で気密に保持された空間5に未硬化の状態の樹脂1が真空吸引することにより溝4aを通して繊維基材2に含浸される。繊維基材2に含浸した樹脂1が硬化される。
(もっと読む)
SMC成形システムおよびSMC成形品の製造方法
【課題】SMCシート成形時にSMCシートの硬さを測定しなくても成形品の不良率を低減することができるSMC成形システムを提供する。
【解決手段】長尺のSMCシート20を間欠的に所定量送り出す送りロール11とSMCシート停止時のたわみ量を検出するたわみ量検出部12とを有する搬送装置1と、送り出されたSMCシート20を切断する切断装置2と、切断されたSMCシート30を成形するプレス装置3とを備えたSMC成形システムであって、前記たわみ量検出部12で検出されたたわみ量に基づいて、前記搬送装置1の前記送りロール11による前記SMCシート20の送り出し量、前記プレス装置3の加熱温度および金型締切速度のうち少なくともいずれかを調整する制御装置4が設けられている。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及びそれに用いる積層材を提供する。
【解決手段】フイルム状にした熱可塑性樹脂4間に複数本の強化繊維束を含む織物基材3を狭持して、熱可塑性樹脂4間を減圧して近赤外線放射装置5で加熱・冷却してなる積層材を積層し、予備積層成形型で予備圧縮成形した積層成形材を予備加熱型で近赤外線放射装置によって近赤外線で予備加熱型内の熱盤上に載置された積層成形材を予熱し、一方3次元形状を有する賦形型である成形型を予熱して積層材の溶融温度に昇温する。次に積層成形材を予熱された成形型に収納し、成形型によって積層成形材を圧縮する。
(もっと読む)
繊維強化複合成形体及びその製造方法
【課題】強度、剛性が向上した繊維強化複合成形体を得る。
【解決手段】この発明の繊維強化複合成形体は、第1の成形体曲面2a、第2の成形体曲面2b、第1の成形体曲面2aと第2の成形体曲面2bとを連結する連結線部3、第1の成形体曲面2aの連結線部3と対向する部位である第1の成形体辺部4a及び第2の成形体曲面2bの連結線部3と対向する部位である第2の成形体辺部4bを有しており、繊維強化複合成形体の基材である強化繊維クロスは、連結線部3を介して連続的に設けられている。
(もっと読む)
複合材組成物
【課題】未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法を提供する。
【解決手段】未硬化複合材組成物は未硬化樹脂及び三軸ブレイド10を含有する。三軸ブレイドは、長手方向軸11を有し、長手方向軸に対して第1バイアス角度22で第1バイアス方向21に延在する第1バイアス繊維20、長手方向軸に対して第2バイアス角度32で第2バイアス方向31に延在する第2バイアス繊維30及び長手方向軸に平行な方向に延在する軸繊維14を含み、第1バイアス繊維、第2バイアス繊維及び軸繊維のトウサイズが実質的に同じであり、トウサイズが約1k〜約11kの範囲である。
(もっと読む)
有孔コールシートを使用した複合パーツの樹脂注入
【課題】繊維構成要素の領域全体の樹脂の供給の最適化を可能にすることにより、構成要素の特定領域への樹脂の供給量を制御すると同時に、剥離層の必要を除去できる、樹脂注入の方法及び装置が必要である。また、パーツに跡を残すことなく、注入される構成要素の上に直接樹脂供給のハードウェアを位置づけすることにより、工具の適応性を向上させると同時に滑らかに仕上がった硬化パーツを提供する樹脂注入装置も必要である。
【解決手段】樹脂が注入された複合パーツは、パーツ全体の樹脂の流れを最適化し、複雑なパーツに対して簡素化された工具及び消耗品の構成を可能にすると同時に、滑らかな空気力学的コール側面又はバッグ側面仕上がりを達成するために、孔を有するコールシートを使用して製造される。
(もっと読む)
繊維強化樹脂構造体の成形方法
【課題】本発明は、スキン材とコア材とをむらなく一体化できる成形技術を提供することを課題とする。
【解決手段】発泡体10をコア材とし、繊維基材21と樹脂材22とを含む繊維強化樹脂20をスキン材とする繊維強化樹脂構造体1を成形する方法であって、発泡体10の発泡温度は、樹脂材22の溶融温度よりも低く設定される。このように、発泡体10の発泡による圧力によって繊維強化樹脂20の内側からテンションをかけた状態で成形する。これにより、コア材とスキン材との界面での一体化を促進でき、むらなく一体化できる。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、高剛性を有し、かつ表面に塗装を施した場合に塗装後の表面外観が良好で、しかも塗膜が剥がれるおそれのない繊維強化成形体の提供を目的とする。
【解決手段】連続気泡を有する樹脂発泡体などからなる合成樹脂製の芯材11と、炭素繊維織物などの繊維織物に熱硬化性樹脂が含浸して硬化した繊維補強材21と、セル数8〜80個/25mmの連続気泡を有する多孔性シートに熱硬化性樹脂が含浸して硬化した表面材25とで構成し、芯材の少なくとも一側の面に繊維補強材と表面材を順に積層し、芯材11と繊維補強材21と表面材25を熱硬化性樹脂の硬化で一体化させて繊維強化成形体10とした。
(もっと読む)
衝撃吸収材
【課題】飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材を提供することを課題とする。
【解決手段】パルプモールド付き衝撃吸収材30は、硬質ポリウレタン製の衝撃吸収材32の表面をパルプモールド34で被覆した構造とされている。単純な形状の衝撃吸収材32のみならず、複雑な表面形状をした衝撃吸収材32の場合でも、予めモールド成型されたパルプモールド34で図1(C)のように表面を被覆し、拘束することで飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材とする。パルプモールド34で衝撃吸収材32を被覆し、飛散防止処理を行う構成とすることで、変位量増加に伴う加重の落ち込みを防止する一方で、変位量の後半ではパルプモールド34自体が砕けることで、それ以上の加重を発生しないので、樹脂フィルムを用いた際に生じる、変位の後半で荷重が過度に上昇しやすい問題を防ぐことができる。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】RTMまたはVaRTM法において、特に厚みが10mm以上である厚い部材に、油圧プレスなどの大型のプレス装置を使用することなく、型の簡易化および加圧装置を小型化することで、より低圧力で樹脂を未含浸なく含浸させるとともにボイドの発生を抑制する。
【解決手段】成形型内に強化繊維基材からなる積層体を配置し、該積層体の両面に樹脂注入口から延在する前記強化繊維基材よりも樹脂流動抵抗が低い樹脂拡散媒体を配置するとともに、樹脂吸引口から延在する樹脂吸引媒体を前記積層体に接触するように配置し、前記成形型内を該樹脂吸引媒体を介して真空吸引することにより減圧した後、該成形型内に前記樹脂拡散媒体を介して樹脂を注入し、前記積層体に樹脂を含浸させる繊維強化プラスチックの製造方法において、樹脂吸引媒体は、実質的に樹脂注入口と反対側に位置する該積層体の厚みによって形成される側壁に沿って接触するように配置することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
バタフライ弁用弁箱およびその製造方法
【課題】成形不良が改良可能なバタフライ弁用弁箱およびその製造方法を提供する。
【解決手段】バタフライ弁用弁箱の製造方法は、取付部3bを補強する工程として、下型11および中型12で囲まれた凹所11a,12aのリング部に近い側において弁棒挿入部3aを囲むように複数の充填材21a,21b,21c,21dを配置する工程と、下型11および中型12で囲まれた凹所11a,12aのリング部から遠い側において弁棒挿入部3aを囲むようにプレ成型品を配置する工程と、充填材21a,21b,21c,21dおよびプレ成型品を囲むようにガラス繊維シート基材25を配置する工程と、充填材21a,21b,21c,21d間の隙間および充填材21a,21b,21c,21dとガラス繊維シート基材25との間の隙間にガラス繊維基材小片26を配置する工程と、上型に押さえられる部分に腕上部プリフォーム27を配置する工程とを含んでいる。
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法
【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
141 - 160 / 1,168
[ Back to top ]