
Fターム[4F204AH05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 機械要素 (123)
Fターム[4F204AH05]の下位に属するFターム
固定具(←蝶番、ボルト、ナット、ネジ) (10)
管継ぎ手 (10)
伝動装置(←歯車、プーリー、チェーン、ジョイント) (33)
密封装置、弁(←ガスケット、パッキン) (25)
軸受、ブッシュ (9)
バネ、サスペンション、スリーブ、ダイヤフラム (1)
Fターム[4F204AH05]に分類される特許
1 - 20 / 35
プランジャー一体型弁成形用金型及びプランジャー一体型弁の製造方法
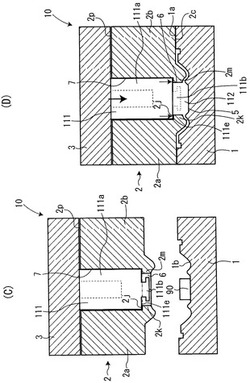
【課題】プランジャー一体型弁を備えるバルブ装置の信頼性を向上させるとともに、プランジャー一体型弁の製造コストを低減することを目的とする。
【解決手段】第2キャビティ6とプランジャー収容部7との間には、周方向に連続する環状の面であり、本体部111aの先端面111eと全周に渡って当接する段差面2jが形成されている。本体部111aをプランジャー収容部7に収納させるとともに、取付部111bを第2キャビティ6に収納させ、本体部111aの先端面111eを全周に渡って段差面2jに押圧させた状態で、保持金型2と基金型1とを一体にし、第1キャビティ5及び第2キャビティ6に弁体の原料90を充填させて、本体部111aの外周面側への原料90の漏出を抑制しつつ、取付部111bに弁体112を一体成形することができる。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
金属複合体の製造方法

【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】熱硬化性樹脂及び単繊維強化材を含む機械強度に優れた成形品を提供する。
【解決手段】熱硬化性樹脂(A)および単繊維強化材(B)、を含み、ISO178に基づいて測定される曲げ強さが、200MPa以上である成形材料を成形してなる、成形品。また、ISO179−1に基づいて測定されるシャルピー衝撃強度が20kJ/平方m以上である成形材料を成形してなる、成形品。また、ISO527−1に規定された試験片を用いる引張りクリープ試験において、120℃、荷重50MPaの条件で測定される引張りクリープ特性の24時間最大変形率が0.5%以下である成形材料を成形してなる、成形品。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット100のうちの少なくともめす型102を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
補強ヨークを備える複合材料製のコネクティングロッドの製造方法
本発明は、複合材料から製造されると共に機械軸を受け入れるためのヨークを含むコネクティングロッド(6)を製造する方法であって、前記ヨーク(7)は機械軸に直角な2つの平行アーム(7a,7b)を含み、方法は、繊維層(8a〜8e,9a〜9d)を受け入れるために十分に固く単一部品を画定する心棒(1)を製造する段階と、前記心棒上に、追加的な厚さを形成するために、ベース繊維層(8a〜8e)と、ヨークにおいてベース層(8a〜8e)同士の間に介在(挿入)された追加層(9a〜9d)を適用する段階と、中間層(9a〜9d)とベース層(8a〜8e)とを通して延びるラグを挿入する段階と、樹脂をベース層(8a〜8e)及び中間層(9a〜9d)に注入して前記樹脂を重合させる段階と、を含む方法に関する。  (もっと読む)
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材の一部を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料全体を100質量%とし、2〜30質量%の結合材の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ポリメタキシリレンアジパミドおよび/または70モル%以上のポリメタキシリレンアジパミドからなる共重合ポリアミド(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
箱型成形品
【課題】特殊な材料の使用や複雑な型構造といった制約がなく、側面の倒れ変形が発生しても、側面の上端部が所望の形状となるように、側面の高さ方向に反りを生じさせる構造を有する、または、側面の倒れ変形を抑制することのできる箱型成形品を提供する。
【解決手段】底面2と側面3とを有し、加熱成形して作られる箱型成形品において、側面3の高さをL[mm]、加熱成形時の温度から室温に冷却されたときの底面2と側面3のなす角の角度変化分をΔθ[rad]としたときに、冷却後の側面の高さ方向の曲率κ[1/mm]が0<κ<4Δθ/Lの範囲にあることを特徴とする箱型成形品。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 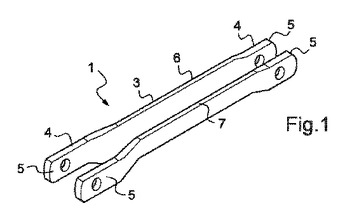 (もっと読む)
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 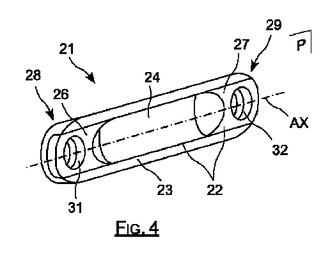 (もっと読む)
(もっと読む)
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 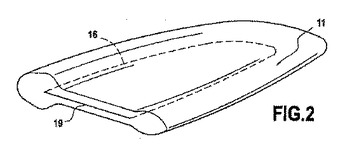 (もっと読む)
(もっと読む)
コンベア用枢結構造、及び、樹脂定尺物とその製法
【課題】容易に組立てることができるコンベア用枢結軸を提供する。
【解決手段】円形線材状に押出成形された合成樹脂製の軸本体3の少なくとも一端Cに、突出状係止部Zが、加熱プレス成形され、かつ、アスペクト比が 200以上である。突出状係止部Zを軸本体3の融点より20℃以上60℃以下だけ低い温度の加熱金型にて加熱プレス成形する。軸本体3の長さ寸法Lを 600mm≦Lに設定する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
注型ポリアミド樹脂成形体の製造方法
【課題】重合性ラクタム液の重合過程の特性を十分に考慮することにより、上部層に気泡のような空洞欠陥部や深い窪み及び流れ模様のない注型ポリアミドの製造方法を提供する。
【解決手段】ω−ラクタムに少なくともアニオン重合触媒とアニオン重合用開始剤とからなる重合性ラクタム液を金型5内でアニオン重合する注型ポリアミドの成形方法において、金型5内に注型した重合性ラクタム液の表面に内蓋10を浮かべ、更に不活性ガスにより加圧することによって重合性ラクタムを大気から遮断した状態で重合を進行させる。
(もっと読む)
1 - 20 / 35
[ Back to top ]