
Fターム[4F204AH12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 機械要素 (123) | 伝動装置(←歯車、プーリー、チェーン、ジョイント) (33)
Fターム[4F204AH12]に分類される特許
1 - 20 / 33
樹脂成形体及びこれを用いた樹脂製歯車
【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法

【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
樹脂ピストンの成形方法及び樹脂ピストン
【課題】樹脂廃棄材料を低減させることができ、また、樹脂ピストンの外周面に対して円筒研磨等の追加工を不要にすることができる樹脂ピストンの成形方法を得る。
【解決手段】予熱した樹脂タブレット63を成形型21のキャビティ22に投入し、加熱しつつ圧縮成形する樹脂ピストンの成形方法であって、成形型21における加圧代分を加圧しキャビティ22内圧が所定圧に到達した時点で、キャビティ内圧をこの所定圧範囲に維持しつつ、成形型21から溢れ出す樹脂をピストン外周面を除く領域に設定した通路53から排出して、熱成形サイクル終了後に成形型21を開放する。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を少ない工数で、作業性よく製造する。
【解決手段】エアにより、補強繊維を分散及び/又は混合する第1のステップと、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8Bを形成する第2のステップと、補強繊維集積体8Bを回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第3のステップとからなる。そして、第1のステップから第3のステップまでを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
ベルト
エラストマー材料の主ベルト本体部と、前記本体部内部に配置される、例えばカーボン繊維心線のような抗張補強材と、前記主本体部と一体であるシーブ接触部とを有する動力伝達ベルト。エラストマー材料は、ポリイソシアナートプレポリマー組成物と連鎖延長剤との反応生成物を含む。ポリイソシアナートプレポリマー組成物は、ジイソシアナートと、約150℃未満で実質的に酸化性である部分がないポリオールと、ポリオールと同じ群から選択される少なくとも1つのトリオールとを反応することにより作製される。プレポリマーの反応前又は後のいずれかにおいて、例えばポリエチレングリコールジ-アルキルエステルのように、アルキル-エーテルジ-アルキルエステルから成る群から選択される可塑剤がそこに加えられる。連鎖延長剤は、芳香族シンメトリック第1又は第2ジアミン連鎖延長剤である。 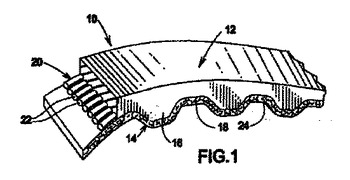 (もっと読む)
(もっと読む)
テーパープーリの製造方法、およびテーパープーリ製造装置
【課題】形状の異なるテーパープーリを容易に製造する。
【解決手段】テーパープーリ製造装置10は、表層シート型11と成型台30とを備える。表層シート型11は内周面が下端11Dに向かうに従って小径となるように形成された筒状シート体である。また、表層シート型11の内周面にプライマー処理を、外周面に所定の表面処理を施す。成型台30は、複数の互いに孔径の異なる第1〜第4の孔36A〜36Dを有する第1〜第4の支持プレート33A〜33Dを備える。第1〜第4の支持プレート33A〜33Dは各孔が同心的にかつ下方に向かうに従って径が小さくなるように、軸方向に配列される。表層シート型11を第1〜第4の支持プレート33A〜33Dの各孔内に挿通し、第1〜第4の支持プレート33A〜33Dが表層シート型11を支持する。
(もっと読む)
超高分子量ポリオレフィン製シート及びその製造方法
【課題】比較的肉厚でありながらも透明性、耐熱性及び機械物性に優れる超高分子量ポリオレフィン製シート等を提供すること。
【解決手段】135℃デカリン溶液中で測定した極限粘度が7dl/g以上である超高分子量ポリオレフィン重合体を含み、密度が925kg/m3を超える超高分子量オレフィン成形体を、少なくとも一方向に圧延して得られる、厚みが0.3mm以上であり、且つ、該厚み方向における内部ヘイズが50%以下である、超高分子量ポリオレフィン製シート。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製歯車、樹脂製回転体成形用半加工部品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を前記軸の軸線方向に圧縮する。この圧縮は、補強繊維集積体が内径方向と外径方向へ所定以上に広がるのを規制した状態で実施する。
(もっと読む)
ゴムクローラの製造方法及びその成型用金型
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
ウレタン製のハス歯ベルト
【課題】小型精密機器などに求められる細幅のハス歯ベルトでも十分な耐久性が得られるハス歯ベルト。
【解決手段】ウレタン樹脂製の背部5と歯部4及び芯線6とから構成されるハス歯ベルト3であって、シリコーンオイルが歯部側に付着していることを特徴とするハス歯ベルト。
(もっと読む)
半導電性ポリイミド系無端管状フイルムの製造方法
【課題】よりバラツキのない安定した電気抵抗とより平滑な裏表面を有する半導電性ポリイミド系無端管状フイルムを提供すること。
【解決手段】以下の工程を含む半導電性ポリアミド系無端管状フイルムの製造方法:(1)ポリアミド酸と導電性カーボンブラックと、ポリアミド酸に対して0.5〜3.5重量%重量%のpKb≧5の塩基性有機化合物とを主成分とする成形原液を、角速度4〜6rad/sの回転速度下にある金属製円筒体内に噴霧状で成形・供給する工程;及び(2)前記成形原液が供給された金属製円筒体を加熱する工程。
(もっと読む)
熱伝導性モノマーキャストナイロン成形体
【課題】充填剤が略均一に分布され、熱伝導性が向上されたモノマーキャストナイロン成形体を提供する。
【解決手段】窒化ホウ素粉体を含むモノマーキャストナイロン成形体であって、該成形体の少なくとも9箇所から成形体片を採取し、該成形体片各々を熱天秤で、室温から500℃まで10℃/分で昇温して求められる灰分の平均値が成形体の総質量に対して10〜34質量%であり、標準偏差が5質量%以下である成形体、但し、前記9箇所は、該成形体の略重心を原点とした空間座標X、Y、Z軸方向夫々の、成形体の両端部及び略中央部の計9箇所である。
(もっと読む)
1 - 20 / 33
[ Back to top ]