
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
81 - 100 / 316
樹脂パウダーの散布方法並びに散布装置
【課題】基材表面に樹脂パウダーを散布する樹脂パウダーの散布方法並びに散布装置において、基材の幅寸法の変更に有効に対応させて基材の造形自由度を高める。
【解決手段】散布装置30は、樹脂パウダーPを貯留するホッパー31と、その下部に位置し、樹脂パウダーPをふるい落とすシューター32とからなり、シューター32の長手方向両端に拡張金具40を開閉可能に取り付け、拡張金具40を開放状態、あるいは閉鎖状態でシューター32に固定することで、シューター32下端のパウダー散布用開口33の開口幅寸法Wを可変させることにより、基材Fの幅寸法wに有効に対応させる。また、シューター32の長手方向端末に別体の増設散布ユニット60を付設することで、パウダー散布用開口33の開口幅寸法Wを拡張させる。
(もっと読む)
樹脂注入成形方法

【課題】RTM成形の際に、樹脂の注入速度を下げずに基材の移動や成形品の表面のしわを防止することによって、成形品の品質を向上させることができる、樹脂注入成形方法を提供する。
【解決手段】本発明に係る樹脂注入成形方法は、基材配置工程(ステップS1)と、可動型12と固定型11との間隔H1が、基材Pの大気中での見かけ厚さHpより小さく、かつ、予め設定された成形厚さHmより大きくなるまで、可動型12を固定型11に近接させ、固定型11と可動型12の間を気密状態にする、近接工程(ステップS2)と、減圧装置31で固定型11と可動型12の間を減圧する、減圧工程(ステップS3)と、樹脂注入装置41で固定型11と可動型12の間に樹脂を注入する、樹脂注入工程(ステップS4)と、可動型12と固定型11との間隔H1が、成形厚さHmとなるまで可動型12を近接させて成形品を成形する、成形工程(ステップS5)と、を備える。
(もっと読む)
FRP被覆構造体の製造方法及びFRP被覆構造体
【課題】強化繊維基材に液状樹脂を注入した際に、樹脂発泡体からなるコアの内部に液状樹脂が含浸されるのを防止し、軽量性に優れたFRP被覆構造体の製造方法を提供する。
【解決手段】反応性組成物をモールド内で発泡させて樹脂発泡体を成形するモールド成形によって、高密度のスキン層と低密度の内部層を有するコア2を製造する。そして、そのコア2を強化繊維基材で被覆し、強化繊維基材に液状樹脂を注入して加熱硬化させることによってFRP皮膜4を形成する。従って、強化繊維基材に液状樹脂を注入する際に、高密度のスキン層によって、液状樹脂が低密度の内部層に含浸されるのを防ぐことができる。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】成形型のキャビティ壁面に突起や凹溝等が存在する場合であっても、表層の意匠性面材を構成するクロス材のクロス目のよたりが生じない、もしくは生じに難い繊維強化樹脂材の製造方法と、高意匠性を有する繊維強化樹脂材を提供する。
【解決手段】配向方向が異なる複数の面状繊維束層が積層し、さらに、繊維束層内に介在して、射出される第1の樹脂よりも弾性率の高い第2の樹脂にて成形された中間層2を有する、繊維束層ユニット10と、繊維束層ユニット10の一方側に配されて、意匠性を付与する表面層3と、からなる積層体20が成形型内に準備される第1の工程、成形型内に第1の樹脂を注入することにより、表面層3に該第1の樹脂が含浸硬化して表層繊維基材3Aが形成され、繊維束層内に該第1の樹脂が含浸硬化して強化繊維基材11A,12A,13A,14Aが形成されて、繊維強化樹脂材を製造する第2の工程、からなる。
(もっと読む)
成形方法および成形型
【課題】脱型に用いる駆動源のみで、アンダーカット部を有する成形品を容易に脱型可能な成形方法および成形型を提供する。
【解決手段】アンダーカット部8を備えた成型品2を成形するための成形型10であり、アンダーカット成形面16を備えたスライド部材15を有している。このスライド部材15が、アンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動可能となっている。キャビティ型11またはコア型に連結されてアンダーカット部8に係合するアンダーカット成形面16を備えたスライド部材15を、前記成形品2のアンダーカット部8から前記成形品2のキャビティ型11またはコア型からの脱型方向に力を受けながら、脱型方向であって、かつアンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動させる。
(もっと読む)
強化繊維積層体およびプリフォーム、ならびにその製造方法
【課題】本発明は、複雑形状への追随性の向上により複雑なプリフォームを製作可能にでき、未硬化マトリックス樹脂の良好な流動性を有すると共に、繊維強化プラスチックとした場合に優れた力学特性とその低バラツキ性を得る強化繊維積層体およびプリフォームならびにその製造方法を提供することにある。
【解決手段】目止め材を含有し織組織からなる強化繊維基材シートを複数積層させた強化繊維積層体であって、前記シートは、前記織組織を構成する縦糸方向および横糸方向の全てのストランドを断続的に切断した有限長の切り込みが設けられるとともに、同一方向に施された前記切り込み同士がおおよそ重ならないように隣接する前記シートを積層させてなることを特徴とする強化繊維積層体。
(もっと読む)
成形方法及び成形装置
【課題】成形体の製造において、成形サイクルを短縮するとともに、設備のコンパクト化,省エネルギー化,環境負荷の低減を図る。
【解決手段】成形体材料18を加熱圧縮する上型12及び下型20には、型面に通じる通気孔14及び22が設けられている。上型12は、上槽11に接続された昇降装置16によって昇降可能となっており、その通気孔14は、隙間15及びバタフライ弁42を介してブロア44に接続される。下型20の下方には、開閉可能なスライドシャッター38を介して、蓄熱槽26が配置される。加熱時はスライドシャッター38を開き、加熱が終了したらスライドシャッター38を閉じて、下型20を上型12とともに上昇させる。そして、ブロア44をONにして通気孔22から外気を取り込み、成形体材料18を通過させて冷却する。冷却終了後、上型12と下型20を分離して成形体を取り出す。
(もっと読む)
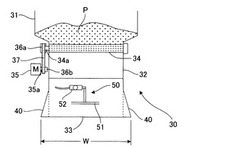
クッション体の製造方法
【課題】車両用シートに利用されるクッション体の製造方法において、振動を減衰させるダンパー機能を有したクッション体としつつ、弾性樹脂材の成形と同時に錘を所望位置に配置した状態にし、製造工程時における作業性を向上させることにある。
【解決手段】錘40に設けられた挿通穴41に柔らかい合成樹脂からなる紐部材60を挿通させる。この紐部材60の両端部を第二成形具52の引掛け部52a,52aに引っ掛ける。そうすると、錘40は、紐部材60によって成形用型55の上方からぶら下げられたものとなり、成形用型55内の所望位置に中空に浮いた状態で位置する。次いで、錘40をぶら下げた状態で、ヘッドレストステー18を支持してヘッドレストステー18の埋没部18aを成形用型55内に配置する。この状態で、成形前の弾性樹脂材30となる弾性樹脂材液35を成形用型55内に注入し、弾性樹脂材30を成形する。
(もっと読む)
強化繊維複合材ビームの製造方法
【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
繊維強化プラスチックの部品を製造するための方法および装置
本方法は、a)素材(3)を提供し、b)セグメント(1;22)を備えたセットを備えた第1のツールを提供し、c)閉ポジションで互いに隣接配置されたとき製造される部品表面の形状を描く第2のツール面を形成するセグメント(2a;2b)の第1・第2のセットを備えた第2のツールを提供し、d)閉ポジションへと第2のツールの第1のセットのセグメント(2a)を移動させ、e)閉ポジションへと第2のツールの第2のセットのセグメント(2b)を移動させ、f)第1・第2のツールに圧力を加えてその間で素材(3)を圧縮するステップを具備する。セグメント(2a;2b)は、閉ポジションに向かうセグメント(2b;21)の移動の間絶えず、このセグメント(2b;21)に関する閉ポジションまでの瞬間移動距離は、セグメント(2a;20)に関する閉ポジションまでのそれを超えるよう移動させられる。これは、繊維強化プラスチック、特にホイール、リムなどのリング状部品の製造を可能とする。 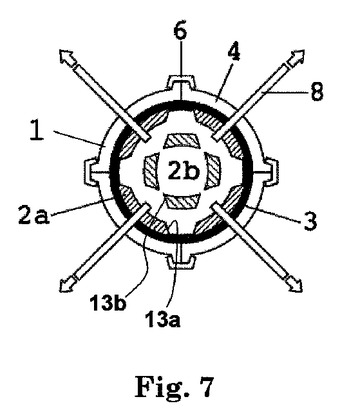 (もっと読む)
(もっと読む)
繊維強化プラスチックの成形方法
【課題】上型を使用しないVaRTM法にて繊維強化プラスチックを成形する方法に関し、樹脂の廃棄量削減と成形品の収率の向上との両立を可能ならしめて、複合材料の高強度化、軽量化することが可能な繊維強化プラスチックの成形方法。
【解決手段】成形型1の上に強化繊維材2、副資材を配置し、強化繊維材、副資材を密閉媒体8で覆い、密閉媒体8と成形型1の間を気密にシールし、密閉媒体8と成形型1との間を排気すると共に強化繊維材2に樹脂を注入して硬化させる繊維強化プラスチックの成形方法において、樹脂注入路5と真空吸引路6を設けて、真空吸引路6から排気しながら、樹脂注入路5から規定量の樹脂を注入・含浸した後、樹脂の注入を停止し、且つ真空吸引路6から樹脂が流出する前に、排気を停止し、実質的に強化繊維材2に注入・含浸した樹脂を真空吸引により除去しないで、樹脂を硬化させることを特徴とする繊維強化プラスチックの成形方法。
(もっと読む)
繊維強化ポリアミド樹脂複合材の製造方法
【課題】繊維強化ポリアミド樹脂複合材を用いて大型で複雑な構造物を経済的、且つ、簡便に成形可能な製造方法を提供する。
【解決手段】重合助触媒及び/又は重合触媒を付着させた強化繊維基材に、前記基材に付着させた重合助触媒及び/又は重合触媒との組み合わせがε−カプロラクタムと重合助触媒と重合触媒とになるように、ε−カプロラクタムを含有し重合助触媒及び重合触媒を含有しないか、ε−カプロラクタムと重合触媒を含有し重合助触媒を含有しないか、又は、ε−カプロラクタムと重合助触媒を含有し重合触媒を含有しない、重合性組成物を含浸させ、アニオン重合させることを特徴とする繊維強化ポリアミド樹脂複合材の製造方法。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
構造体及びレジントランスファモールディング成形方法
【課題】従来RTM成形が困難とされていた大型の構造体を、RTM成形によって成形する。
【解決手段】夫々別々に賦形したプリフォーム基材150、160R,160Lの端部同士を重ね合わせて成形型内に配置して、フロアトンネル部110及びフロアパネル部120R,120L部を一体的に成形することで、従来はRTM成形が困難であった大型で複雑な形状の車体フロア100をRTM成形することが可能となった。また、ラップ部170R,170Lのラップ長Lが板厚tの3倍に設定されているので、曲げ変形Mに対して効果的に強い構造となる。よって、RTM成形後に構造体の端部同士を接着する方法と比較し、接合部位125、125Lにおける強度が容易に確保される。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
バリア層と共に粘弾性層を含む複合物品
第1及び第2の樹脂マトリックスを含む繊維強化樹脂マトリックスの第1及び第2の層と、i)少なくとも1つの粘弾性層と、ii)少なくとも1つのバリア層と、を含む、繊維強化樹脂マトリックスの第1の層と第2の層との間に位置決めされ、第1及び第2の樹脂マトリックスに結合されている粘弾性構造体と、を含む、繊維強化樹脂マトリックス複合材料積層体が提供される。いくつかの実施形態において、粘弾性構造体は、少なくとも1つの粘弾性層と組成が異なる少なくとも2つのバリア層を含み、少なくとも2つのバリア層は、前記第1及び第2の樹脂マトリックスに結合されている。いくつかの実施形態において、1つ以上のバリア層は有機溶媒に対して実質的に不透過性、及び/又は水に対して実質的に不透過性、及び/又はガスに対して実質的に不透過性であってもよい。 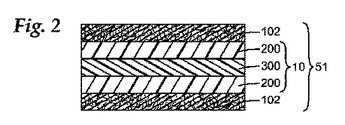 (もっと読む)
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 所望の吸音特性を有すると共に放熱性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している磁性フィラーと、該基材中に配合され融点が50℃以上150℃以下の合金からなる低融点合金粉末と、を有する。また、ウレタン発泡成形体の製造方法は、発泡ウレタン樹脂原料と、磁性フィラーと、融点が50℃以上150℃以下の合金からなる低融点合金粉末と、を混合し混合材料を調製する混合材料調製工程と、該混合材料を発泡型のキャビティ内に注入し、磁束密度が略均一な磁場中で発泡成形する発泡成形工程と、を有する。
(もっと読む)
繊維強化複合材の製造方法、及び繊維強化複合材の製造装置
【課題】繊維基材の全体に樹脂を含浸させることができ、高い寸法精度で成形することのできる、繊維強化複合材の製造方法、及び製造装置を提供する。
【解決手段】第1面18を有する繊維基材2を、前記第1面上が開放された状態で、第1型10に対して固定する工程と、第2面19を有する第2型20を、前記第1面と前記第2面とが隙間を介して対向するように、セットする工程と、前記隙間に、樹脂を充填する工程と、前記第2面が前記第1面に近づくように、前記第2型を前記第1型に対して相対移動させ、前記繊維基材に前記樹脂を含浸させる工程とを具備する。
(もっと読む)
吸音バッフル部材及びキャビティに吸音バッフルを適用する方法
キャビティ密封のための未硬化吸音部材(1、31)は、熱的に不活性なキャリヤー(8、38)及びこのキャリヤーに適用された熱発泡性材料(6、40)を含む。キャリヤー(8、38)は、熱発泡性材料が発泡してキャビティを密封したとき、覆われるようになる開口(3、33)を含んでいる。この吸音部材(1、31)は、音響的軽減を与えるために及びキャビティの中への流体の侵入を防止するために、自動車キャビティを密封するのに特に有用である。 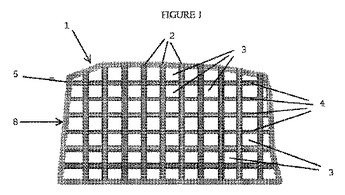 (もっと読む)
(もっと読む)
81 - 100 / 316
[ Back to top ]