
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
101 - 120 / 316
車両用内装材のリサイクル方法
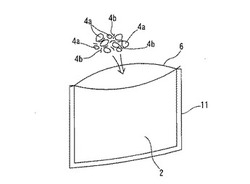
【課題】 強度が高い品物を成形することができる車両用内装材のリサイクル方法を提供する。
【解決手段】高強度繊維からなる第1及び第2網状体2,6の三辺を縫い合わせることによって残りの一辺が開口した袋体11を構成する。袋体11には、車両用内装材を粉砕してなる小片4aと繊維状ホットメルト接着剤4bとを混合してなる成形材料を詰め込む。その後、袋体11の開口部を閉じる。袋体11並びにその内部に詰め込まれた小片4a及びホットメルト接着剤4bは、加熱しながら加圧することによって平板とする。この平板と表皮とを成形型によって加圧成形し、車両用内装材を得る。
(もっと読む)
パッド付きインストルメントパネル及びその製造方法

【課題】発泡樹脂原料をキャビティ内の基材と表皮材との間の隅々にまで行き渡らせる。
【解決手段】基材3の車体後方端縁の中途部にパネル嵌合箇所に対応して形成された凹状湾曲部に、成形時に発泡樹脂原料を注入する注入口29dを有する原料注入枠部29を一体に延設し、原料注入枠部29を表皮材19と当接させて当接箇所をシールするとともに、表皮材19との間に原料注入通路35を形成する。原料注入枠部29対応箇所を除く凹状湾曲部に、原料注入枠部29対応箇所が切欠き状となるように庇状突起部を車体後方に一体に突設する。庇状突起部の基端に、表皮材19の端末が当接して当接箇所をシールする縦壁部を下方に連続して一体に形成する。基材3と表皮材19との間に、注入口29dから原料注入通路35を経て注入された発泡樹脂原料により発泡体21を一体に成形し、表皮材19と発泡体21とからなるパッド5を基材3の表面に一体に成形する。
(もっと読む)
プリフォームおよび繊維強化プラスチックの成型方法
【課題】従来のRTM成形に於いてコストアップの要因となっていた外周部分のトリム加工が簡便に実施でき、且つ製品外周部の強度低下が小さい繊維強化プラスチック成形体を得る。
【解決手段】少なくとも強化繊維のみからなる第1の基材と、強化繊維に予め樹脂を含浸させた第2の基材とから構成され、第2の基材が第1の基材の外周部の少なくとも一部に配置されてなるとともに、第2の基材の厚みが第1の基材の厚みより厚いことを特徴とするプリフォーム。
(もっと読む)
防音カバーおよびその製造方法
【課題】製造設備および金型の構造が簡単で、製造工程が簡単で、吸音部材の裏面の凸部に欠肉部が発生しにくい防音カバーの製造方法を提供することを課題とする。
【解決手段】防音カバー1は、本体側基準面200を有する裏面20を有するカバー本体2と、吸音部材側基準面300を有する表面30と凸部310、311を有する裏面31とを有しカバー本体2の裏側に配置される樹脂発泡体製の吸音部材3と、を備える。吸音部材3の表面30は、さらに、凸部310、311の表側に配置される凹部301を有する。防音カバー1の製造方法は、吸音部材側基準面300に対応する基準面成形面500と凹部301に対応する凹部成形部501とを有する第一型面50を有する第一型5と、凸部310、311に対応する凸部成形部600、601を有する第二型面60を有する第二型6と、を備える金型4のキャビティ71に、発泡樹脂原料Pを注入する注入工程を有する。
(もっと読む)
成形用金型、及びダイナミックダンパの製造方法
【課題】成形用金型、及びダイナミックダンパの製造方法において、ダイナミックダンパの見栄えを良くすることにある。
【解決手段】ウェイト11及びプレート金具12にゴム弾性体13を加硫一体化成形するための成形用金型20の内面には、ウェイト11の第3及び第4側面11e,11fのウェイト長辺方向中央部に対向する部分に凸部22lがそれぞれ形成されている。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 吸音特性を阻害することなく、熱伝達性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している磁性フィラーと、を有し、該磁性フィラーは、鉄と熱伝導率が150W/(m・K)以上の金属との鉄合金からなり、該鉄合金中の鉄の含有量x(重量%)と、該磁性フィラーの体積y(mm3)との関係は、図1における点A(10,0.25)、点B(10,0.01)、点C(65,0.0007)、点D(90,0.0007)、点E(90,0.25)で囲まれた領域内にある。
(もっと読む)
繊維強化プラスチックの製造方法および製造装置
【課題】RTM(Resin Transfer Molding)法を用いて均質な中空形状のFRP製品を製造する方法及びその装置を提供する。
【解決手段】成形型内に中空形状の中空中子3を設置し、中空中子3と成形型の間のキャビティ部4に強化繊維14を設置し、キャビティ部4に樹脂を注入する。キャビティ部減圧工程では中空中子3が強化繊維14を変形させない程度に押さえつけるように中空中子3の内圧を制御する。樹脂注入工程では強化繊維14を成形型に押し付ける方向の力が作用しないように中空中子3の内圧を制御し、樹脂硬化完了工程では強化繊維14を成形型に押し付ける方向の力を作用させるように中空中子3の内圧を制御する、樹脂の流動抵抗が大きくなり過ぎるのを抑制し、均質な中空形状のFRP製品を製造できるRTM法を用いた中空形状のFRP製造方法。
(もっと読む)
部品成形方法
【課題】 本発明は、部品の硬さを局所的に変えるようにした部品成形方法を提供することを目的とする。
【解決手段】 不織布に熱硬化性の合成樹脂材を含浸させてなる成形不織布3を、上型1と下型2との協働によって部品30を成形する方法において、
内部にヒータ4が設けられた前記下型2の成形面2A上には、前記成形不織布3の裏面に当接する複数の凸部20〜27が設けられ、前記下型2の前記凸部20〜27と前記上型1の成形面1Aとで前記成形不織布3をプレス成形する。
(もっと読む)
硬質発泡樹脂、その成形方法及び成形用金型
【課題】物性の異なる部分間に溝がなく、各部分同士の境界面が一定している硬質発泡樹脂と、その成形方法及び成形用金型を提供する。
【解決手段】衝撃吸収材7を成形するには、予め別の金型によって成形されたインサート成形品5を金型1内に配置し、係止部4に突き刺すようにして仮固定する。下型3内の残余のスペースに発泡成形用原液Rを供給した後、型閉めし、原液Rを加熱等によって発泡させ、インサート成形品5とは異硬度の部分6を成形する。衝撃吸収材7は、インサート成形品5に由来する部分と、この金型1内で発泡成形された部分6とからなり、衝撃吸収特性が異なる2つの部分を有している。
(もっと読む)
一体化成形品の製造方法
【課題】2つの異なる材料が接合される接合部において、接合強度の優れた一体化成形品の製造方法を提供する。
【解決手段】少なくとも一部に熱可塑性樹脂を有する繊維強化複合材料板(I)と、被着部材(II)を接合させて一体化成形品(III)を製造する方法において、該繊維強化複合材料板(I)の端部に段差形状を設け、次いで、該繊維強化複合材料板(I)を金型内部に挿入し、該被着部材(II)を射出成形することで、該繊維強化複合材料板(I)と該被着部材(II)を接合する工程などを有する、一体化成形品の製造方法。
(もっと読む)
グラスウールの加熱圧縮成形方法
【課題】従来のフェノール樹脂を加熱硬化させながら同時に圧縮成形を行う方法での、成形に長時間を要し、コスト高になることを避ける成形方法を提供する。
【解決手段】グラスウール原反フィーダー11から予備加熱ステーション2、次いで加熱圧縮成形ステーション3を経由して、トリミングステーション4まで該グラスウール1を裁断することなく移送、加工し、該トリミングステーション4で裁断することにより前記課題を解決した。
(もっと読む)
独泡ウレタンシートの製造方法及び防水シーリング材
【課題】本発明は、従来と比べて低密度の独泡ウレタンシートの製造方法及び独泡ウレタンシートを得ることを課題とする。
【解決手段】液状ウレタン原料2に熱膨張マイクロカプセルを配合した後、この液状ウレタン原料2を上下面に配置させた該離型性基材1a,1b上にシート状に塗布する工程と、塗布されたシート状の液状ウレタン原料2を表裏両面より加熱により発泡硬化して独泡ウレタンシート3を形成する工程を具備することを特徴とする独泡ウレタンシートの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】成形時において、良好な流動性および複雑形状追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチック、およびその製造方法を提供する。
【解決手段】プリプレグ基材を一体化して積層体を作製し、該積層体を成形型に配置してプレス成形し、繊維強化プラスチックを得る繊維強化プラスチックの製造方法であって、少なくとも下記(1)〜(3)の工程を有する。(1)強化繊維が切断されている切込プリプレグ基材を、凹部と接する層11が凹部5の開口部の投影面積以上の面積を有するように裁断し、外縁に向かって前記積層体の厚みが薄くなる薄肉部10を形成するように前記積層体を作製する積層工程(2)前記積層体の薄肉部を、型に沿わせて配置するセット工程(3)前記積層体を流動させてプレス成形するプレス工程
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
複合材料の不透明な繊維強化材
【課題】光学的性能によってガラスの量が制限されることのない、光透過性の複合材料の強度及び剛度を向上させる新規方法を提供する。
【解決手段】高分子マトリックス18、高分子マトリックス18中に配置される複数の光透過性要素を含む少なくとも一つの透明領域16、及び少なくとも一つの透明領域16に概ね隣接して高分子マトリックス中に配置される複数の不透明な強化要素を含む少なくとも一つの不透明領域22を含む複合材料及び複合材料を強化する窓構造14と方法。
(もっと読む)
スタンピング成形方法及びスタンピング成形型
【解決手段】加圧型3と支持型4とを備えた上型2と、加熱軟化させて流動性を持たせた繊維強化樹脂等からなる被加工物9を載置する下型1とを開いた型開き状態Pから、上型2を下型1に向けて接近させて型閉めする際、まず、下型1上の被加工物9の外周で下型1に支持型4をそれらの間の封鎖面10,11で直接密着させ、次に、加圧型3を支持型4に対しそれらの間の案内面7,8で下型1に向けて摺動させて上型2と下型1との間で封鎖形成された成形室12内の被加工物9を加圧型3により加圧することにより、成形室12内で被加工物9と封鎖面10,11との間で残る流動室13へ被加工物9を充填させてスタンピング成形品20を製造し、支持型4の封鎖面11で流動室13に露出する端縁14と下型1の封鎖面10で流動室13に露出する端縁17とをスタンピング成形品20自体の形態面に直接密着させる。
【効果】バリの発生を防止することができる。
(もっと読む)
インシュレータの圧縮成形方法
【課題】圧縮成形によって金属箔付きインシュレータを折り曲げ予定線に沿って該インシュレータを凸状に直角に折り曲げる自動車車体等に取付けられるアルミ箔等の圧縮成形方法を提供する。
【解決手段】マット様物体に未硬化の熱硬化性樹脂を含浸させた金属箔付きインシュレータの圧縮成形方法であって、該インシュレータを加熱フォーミングプレスするとともに、該加熱フォーミングプレス用の金型内に設けられたスリット形成刃体11によって該インシュレータの折り曲げ予定線に沿ったスリットを該金属箔2に形成することにより前記課題を解決した。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】本発明は、FRPの外観の向上と、作業効率の向上とが図れるFRPの製造方法を目的とする。さらに、FRPの物性の安定化を図る製造方法を目的とする。
【解決手段】本発明のFRPの製造方法は、成形型を締めた際に成形型の内部を気密に保つ構造を有する成形型を用い、実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸してなる繊維強化複合材料を圧縮成形する、繊維強化複合材料成形品の製造方法であって、前記熱硬化性樹脂組成物の圧縮成形の際の最高到達温度まで昇温する間の粘度変化における最小値が、2〜20Pa・sとなるように前記繊維強化複合材料を処理する前処理工程と、前記熱硬化性樹脂組成物の硬化温度以上に、前記成形型を調温する調温工程と、前記繊維強化複合材料を成形型内に満たし、圧縮成形する成形工程とを有することよりなる。
(もっと読む)
発泡体充填乗物用中空部材の製造方法
【課題】乗物用中空部材内に硬質発泡体を挿入して容易かつ精確に位置決めする方法の提供。
【解決手段】(a)熱活性化発泡性接着剤を有し、かつ硬質発泡体の表面から伸びる少なくとも一つの一体型位置決めピンを有する硬質発泡体を含む硬質発泡体挿入体を、その位置決めピンが中空部材の孔中に押し入って硬質発泡体挿入体が中空部材内に位置決めかつ保持されるように構成された、少なくとも一つの孔を有する乗物用中空部材中に挿入し、そして
(b)内部に硬質発泡体挿入体を有する中空部分を熱活性化発泡性接着剤を活性化するのに充分な温度及び時間加熱して発泡体を充填した乗物用中空部材を生成せしめることを含んでなり、発泡体充填中空部材が、工程(b)の前に、発泡体挿入体の壁及び乗物用中空部材の壁によって規定される一時的なドレインチャンネルを有する、発泡体充填乗物用中空部材の製造方法。
(もっと読む)
繊維強化部材の製造方法
【課題】製造される繊維強化部材の表面に意匠面が形成される場合において、簡易な方法で、少なくとも該意匠面に生じ得るひけやクラックを効果的に抑止することのできる繊維強化部材の製造方法を提供する。
【解決手段】本発明の繊維強化部材の製造方法は、一層の繊維強化材SZもしくは複数の繊維強化材SZの積層体からなる繊維強化基材SKを、成形型10のキャビティC内に収容する前段階で、もしくは収容した後に、該繊維強化基材SKの表面の一部もしくは全部に熱伝導性物質Nを塗布もしくは散布し、マトリックス樹脂MをキャビティC内に注入して繊維強化基材SKに含浸させ、熱硬化させて繊維強化部材SBを製造するものである。
(もっと読む)
101 - 120 / 316
[ Back to top ]