
Fターム[4F204AH55]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 丸形容器(←びん、ジャー、タンク) (78)
Fターム[4F204AH55]に分類される特許
1 - 20 / 78
樹脂成形品
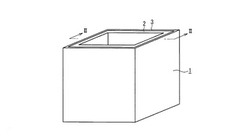
【課題】 容易に得ることができ、かつ、種々の用途に使用できる高品質な樹脂成形品を提供する。
【解決手段】 樹脂成形品1は、シリコンウエハなどの半導体ウエハを薬液洗浄するための角槽からなる薬液処理槽である。樹脂成形品1は、2層構造からなり、内側の層2は、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)によって形成されている。また、樹脂成形品1は、外側の層3が導電性PTFEによって形成されている。導電性PTFEは、例えば、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)にカーボンブラックを5%混合することによって得られる。
(もっと読む)
チューブ容器の口部製造装置

【課題】ラミネートチューブ容器の口部に偏肉が生じない製造方法を提供することにある。
【解決手段】中心部に口内ピンを備え、予めリング状の樹脂の塊が挿入された口部成形用キャビティーを備えたチューブ容器を形成する金型内に、筒状の胴部材を挿入し、前記金型を型締めするとともに、前記口部成形用キャビティーに対する形状を持ち、前記胴部材の内側をその軸方向に伸縮移動する押圧コアを備え、該押圧コア―の先端面の中心部にセンターチップを備え、該押圧コアが前記口内ピンの先端面の中心部を押圧して口部を成形するチューブ容器の口部製造装置において、前記口内ピンの先端面の中心部に、内側方向にテーパーを有した円筒状凹部と、該円筒状凹部と連結し穿設された円錐状凹部と、からなる凹部を備え、前記センターチップの先端面の中心部に前記凹部と嵌合する凸部を備えていることを特徴するチューブ容器の口部製造装置である。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
ポリオレフィン系樹脂シートの製造方法
【課題】高速かつ高圧な圧延伸をすることなく、さらにポリオレフィン系樹脂シートの結晶化度を向上させ、耐熱性、及び寸法安定性に優れたポリオレフィン系樹脂シートを提供すること。
【解決手段】本発明のポリオレフィン系樹脂シートの製造方法は、ポリオレフィン系樹脂を溶融させ、溶融ポリオレフィン系樹脂とする溶融工程と上記溶融工程後のポリオレフィン系樹脂を、ガラス転移温度(Tg)を超えて融点(Tm)未満の間の温度内で所定時間保持する保持工程と前記保持工程後のポリオレフィン系樹脂を、上記温度内で加圧する加圧工程とを備えたことを特徴とする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動する装置および方法を改良する。
【解決手段】プラスチックの用量(80)を圧縮成形装置(1)に運搬するよう設計される移送手段(8)から構成され、前記移送手段(8)は、押出手段からの前記用量(8)を除去するよう設計される受容手段(321)、および前記受容手段(321)から前記用量(80)を受容しかつ前記用量(80)を前記圧縮成形装置(1)に運搬するよう設計される運搬手段(308)から構成される装置において、前記受容手段(321)は前記運搬手段(308)によって支持されかつ前記運搬手段(308)に対して可動であることを特徴とする。
(もっと読む)
FRP製品の真空含浸成形方法及びその製造装置
【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
複合材料蓋の形成方法
外側蓋キャップと内側シール用ライナーとを有する複合材料蓋を製造する方法は、該キャップの頂部壁部分に隣接する環状凹部を規定する環状リップを有する環状スカート部分を備える蓋キャップを提供する過程を具備する。溶融プラスチックは、該頂部壁部分に隣接する内側シール用ライナーを形成するために、該蓋キャップ内で圧縮成形され、該シール用ライナーの周辺は該蓋キャップの該環状凹部内に位置付けられる。該ライナー形成時に、該溶融プラスチックの流れを制御するために、該環状凹部内に複数の円周方向に隔てられたガセットが提供され、該ガセットにより、該シール用ライナー内のボイドの形成を弱めるよう空気の通気を容易にする。 (もっと読む)
フッ素樹脂成形品の製造方法、分析用樹脂容器及び元素分析方法
【課題】試料等への汚染がほとんど無く、高精密な元素分析に用いるのに好適なフッ素樹脂成形品を製造する方法、その製造方法により製造された分析用樹脂容器、及びそれを用いた元素分析方法を提供することを目的とする。
【解決手段】加圧して焼成することによりフッ素樹脂を成形する成形工程の後、該成形されたフッ素樹脂の表面を溶融する表面溶融工程を有するフッ素樹脂成形品の製造方法、当該製造方法により製造された分析用樹脂容器、及び当該分析用樹脂容器を用いた元素分析方法。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置およびそれにより作成された圧縮成形容器
【課題】複合合成樹脂生成装置に形成される成形品に糸引きが生じても、圧縮成形時に糸引きの部分を溶融樹脂で厚く覆うようにすること。
【解決手段】先端にノズル排出開口11cを有する複合溶融樹脂流出路中に、流出口12b,14bを通して溶融樹脂B,Cを間欠的に流出せしめると共に、流出口12b,14bを囲繞する流出口11bを通して溶融樹脂Aを流出せしめ、溶融樹脂Aと溶融樹脂B,Cとを含む複合溶融樹脂を流出路のノズル排出開口11cから流出せしめ、ノズル排出開口11cから流出せしめられた複合溶融樹脂を流出路11dのノズル排出開口11cに沿って切断することによってドロップを生成する。この際、ノズル排出開口11cからの複合溶融樹脂の流出に応じて、ノズル排出開口11cを囲繞する付加環状流出開口15bを通して付加溶融樹脂Aを流出する。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 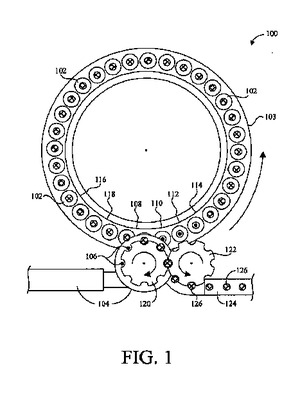 (もっと読む)
(もっと読む)
フッ素樹脂成形品及びその製造方法
【課題】ソリやタワミを生じさせにくい残留応力の少ないフッ素樹脂成形品及びその製造方法を提供する。
【解決手段】フッ素樹脂成形品の製造方法は、フッ素樹脂粉末2と、前記フッ素樹脂粉末2中に埋め込まれ、互いに隙間を隔てた状態で接合パイプ4により連結された複数の補強材3とを含む予備成形品に、焼成を施す工程を具備することを特徴とする。得られた成形品のうち、角槽などの一体層が半導体や液晶の薬液戦場工程で使用される。
(もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 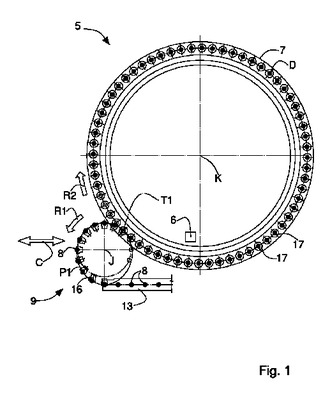 (もっと読む)
(もっと読む)
フッ素樹脂成形体およびその製造方法
【課題】強度が高く、耐薬品性に優れ、半導体等に悪影響を与える成分を発生させ難いフッ素樹脂成形体およびその製造方法を提供する。
【解決手段】フッ素樹脂(A)および強化繊維(B)を含有する含フッ素樹脂組成物からなる有底筒状または筒状の成形体本体1と、該成形体本体1の内表面に設けられた、ポリテトラフルオロエチレンまたはテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体から選ばれるフッ素樹脂(C)からなるフッ素樹脂層2とを備えるフッ素樹脂成形体10。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
発泡成形方法及びその装置
【課題】発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。
【解決手段】発泡材料を発泡させる発泡成形方法であって、内部空間12を有する成形型10を提供するステップと、前記成形型10の内部空間12を加圧状態にするステップと、前記加圧状態下における前記成形型10の内部空間12で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型10の内部空間12に対する加圧状態を解除するステップとを備えたことを特徴とする。
(もっと読む)
ポリウレタン成型品の製造方法、貯氷容器の製造方法、ポリウレタン成型品および貯氷容器
【課題】表面が硬いインテグラルスキン層が形成される水発泡による貯氷容器の製造方法を提供する。
【解決手段】ポリウレタン発泡原液に含まれたイソシアネートと水が化学反応することにより発生した炭酸ガスを用いてポリウレタンを発泡させ、容器2を囲繞するようにポリウレタンを成型する貯氷容器の製造方法において、流動抵抗の大きな容器2の側部が上に、流動抵抗の小さな容器2の底部が下となるように、型と容器2との間に成型空間Cを形成するようにしたので、容器2の側部に最後にポリウレタンが充填されることになる。したがって、ポリウレタンの充填密度は均一なものとなり、貯氷容器の表面には、フロンにより発泡された貯氷容器と同様に、表面が硬いインテグラルスキン層が形成される。この結果、水発泡により発泡された貯氷容器の表面に面材を設ける必要がない。
(もっと読む)
食品収容容器及び該容器の製造方法
【課題】ポリエチレンフィルム等の吸着性に優れると共に、防水性、保温性に優れたパルプモールド製食品収納容器を提供する。
【解決手段】植物性の流動性原料から形成された容器内面が水抜き面となる食品収容容器の水抜き面に、熱可塑性樹脂フィルムを減圧により密着させ、ヒートシールして貼着させることによって、熱可塑性樹脂フィルムの容器内面への吸着性を著しく高めた。
(もっと読む)
1 - 20 / 78
[ Back to top ]