
Fターム[4F204AH57]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 容器の栓、ふた(←王冠) (39)
Fターム[4F204AH57]に分類される特許
1 - 20 / 39
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 前記金型における下金型が円形のステージ上に複数設けられており、当該ステージを回転させながら、前記ステージ上の異なる位置で、それぞれの下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給する工程と、前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形し続いて上記金型を分離する工程と、成形された栓体を冷却する工程と、冷却された成形品である栓体を金型から取り出す工程とを順次行う。
(もっと読む)
樹脂製蓋体、樹脂製蓋体の製造方法

【課題】 簡易な構造で、再生プラスチック(再生樹脂)等を用いても外観に優れ、また、表面に凹凸を形成してもしわ等の発生がなく、安価な樹脂製蓋体を提供する。
【解決手段】 トラフ用蓋1は、平面視略矩形の形状を有する。トラフ用蓋1は、主にトラフ用蓋1を構成する本体層3と、トラフ用蓋1の上面を被覆する被覆層5からなる複層構造である。本体層3は樹脂製であり、ある程度の強度と耐久性があれば材質は特定しないが、コスト及び軽量化などの施工性を考慮すると、再生プラスチック(ポリエチレン、ポリプロピレン等)等からなる樹脂組成物が使用できる。被覆層5は、樹脂発泡体であり、例えばポリプロピレンの発泡体を用いることができる。
(もっと読む)
複合材料蓋の形成方法
外側蓋キャップと内側シール用ライナーとを有する複合材料蓋を製造する方法は、該キャップの頂部壁部分に隣接する環状凹部を規定する環状リップを有する環状スカート部分を備える蓋キャップを提供する過程を具備する。溶融プラスチックは、該頂部壁部分に隣接する内側シール用ライナーを形成するために、該蓋キャップ内で圧縮成形され、該シール用ライナーの周辺は該蓋キャップの該環状凹部内に位置付けられる。該ライナー形成時に、該溶融プラスチックの流れを制御するために、該環状凹部内に複数の円周方向に隔てられたガセットが提供され、該ガセットにより、該シール用ライナー内のボイドの形成を弱めるよう空気の通気を容易にする。 (もっと読む)
脂肪含有充填物質とともに使用するためのシール用ポリマー配合物
本発明は、特に脂肪含有充填物質のための容器施栓材のためのシール用インサートのためのポリマー配合物に関し、このポリマー配合物は、この充填物質の中への当該配合物の成分の移行が減少するような組成を有し、このポリマー配合物のショアA硬度は45〜95の範囲にあり、このポリマー配合物は、ASTM D395−97 方法Bと同様の圧縮変形試験において、70℃で30%〜90%の圧縮ひずみを示すことを特徴とする。 (もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
発泡した重合体材料からプラスティックスの栓を圧縮成形する方法
プラスティックス製品、例えば栓を圧縮成形する方法は少なくとも1種の熔融した重合体およびその中に配合されたガスを含んで成る熔融した重合体材料をつくることを含んでいる。重合体材料は一緒に動作する雄型および下型の間で成形され、これらの金型の相対運動は予め定められた容積をもった金型のキャビティーをつくるようにコントロールされる。このような成形法は実質的に密度が減少した成形された栓を生じるように行われ、所望の材料の節約を行うことができると同時に、所望の性能特性を示す栓または同様な製品を得ることができる。  (もっと読む)
(もっと読む)
植物繊維製プレス成形コップ蓋の勘合溝製造方法
【課題】植物繊維製プレス成形コップ蓋の勘合溝製造方法の提供。
【解決手段】本発明の植物繊維製プレス成形コップ蓋の勘合溝製造方法は、熱プレス成形後の植物繊維製プレス成形コップ蓋の外部に、プレス成形コップ蓋の側面輪郭に係合する外モールドを被嵌し、該プレス成形コップ蓋に形成予定の勘合溝に対応する外モールド箇所に横方向環状のスライド溝を設置し、成形用のスライド体を挿入し、該スライド体の内側エッジには外側に突出する棒状成形体を備え、該プレス成形コップ蓋の内部には内モールドを配置し、その中間にはさらに原料支持体を配置し、内モールドと原料支持体はプレス成形コップ蓋の輪郭に係合させ、プレス成形コップ蓋に形成予定の勘合溝に対応する内モールド箇所には、内側に窪んだ環状の受け溝を備え、その位置と輪郭は相対する棒状成形体に係合し、製造時には、まず、外モールド、内モールド、原料支持体を閉じた後に、スライド体を内側方向に前進させると、棒状成形体がプレス成形コップ蓋の表面を押圧し、また、スライド体をさらに前進させると、プレス成形コップ蓋の表面は棒状成形体の輪郭に従い変形し、内モールドの受け溝内に入り込み、これにより、環状の勘合溝が形成される。
(もっと読む)
向上した潤滑剤分布を有する成形蓋
改良されたプラスチック成形蓋が提供され、該蓋は、ポリマー樹脂材料で形成され、組み合わせ容器への取り付け及び該容器からの取り外しを容易にするために、該内側面の1つ以上の選択された領域を含む該蓋の内側面上で潤滑剤配合物の比較的高い濃度を示す。本発明は成形蓋を該蓋の内側面の1つ以上の領域に潤滑剤配合物を選択的に付けることにより作る方法を考慮している。2つの異なる種類の潤滑剤配合物が該蓋の内側面の2つの異なる領域に付けられてもよく、該配合物は好ましい感覚刺激的特性及び潤滑特性について選択されてもよい。 (もっと読む)
コルク栓及びコルク栓の製造方法並びにコルク栓製造用成型装置
【課題】径方向の柔軟性に富み、且つ、長手方向の強度も保有し、密封性及び抜栓性に優れたコルク栓及びその製造方法並びにその製造用成型装置を提供する。
【解決手段】多数のコルク粒1a…をバインダー樹脂1bと共に圧縮成型し、コルク粒1a…をバインダー樹脂1bで固定化して柱状体とされたコルク栓1であって、上記成型時の圧縮が、上記柱状体の長手方向に直交する方向に沿ってなされたコルク栓である。また、このコルク栓1は、コルク粒1a…とバインダー樹脂1bとを混練し、水平な成型基台21上の複数の分割型31〜34によって囲まれた成型空間30に上記混練物10を装填し、上記複数の分割型31〜34を上記成型基台21上で上記成型空間30を狭める方向にスライドさせて混練物10を柱状に圧縮成型し、得られた柱状の成型体10Aを加熱して上記バインダー樹脂1bを硬化させ、上記コルク粒をバインダー樹脂で固定化することによって得られる。
(もっと読む)
多層構造体
【解決課題】機能性樹脂から成る層がその機能を充分に発揮し得る位置に形成された多層構造体を提供することである。
【解決手段】熱可塑性樹脂から成る基材樹脂層及び機能性樹脂から成る機能性樹脂層を有する多層構造体において、前記機能性樹脂層が第一の機能性樹脂から成るシェル層で基材樹脂又は第二の機能性樹脂から成るコア層を被覆して成り、前記基材樹脂層が機能性樹脂層を内包する多層構造を有し、圧縮成形により成形されていることを特徴とする多層構造体。
(もっと読む)
容器蓋の製造方法
【課題】パッキンの復元力を長時間に亘り発揮させるとともに、閉蓋すべき収納缶との密着性を向上させ、しかも任意の断面形状に容易に成形可能な容器蓋の製造方法を提供する。
【解決手段】ペール缶又はドラム缶用の容器蓋の製造方法において、周縁に形成された嵌合溝11に熱可塑性樹脂が充填された容器蓋について、嵌合溝11の底面から熱可塑性樹脂の融点以上で加熱する底面加熱工程と、熱可塑性樹脂を金型19により上から押圧するとともに、当該金型19を介して熱可塑性樹脂の融点以上で加熱する上面加熱工程とを有し、底面加熱工程と上面加熱工程とは、何れか一方から順次実行するか、又は同時に実行する。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動する。合成樹脂の切断・保持ユニット14は、合成樹脂8の下端を挟持部材15,16から下方へ突出させ、雌型31の直上方に移送されると、挟持部材15,16を下降させて、合成樹脂8を載置する可動ロッド34の載置面34aの所定位置に合成樹脂8の下端を当接させ、さらに合成樹脂8を下端側へ押圧する。
(もっと読む)
シールのような物品を得るための装置および方法、並びに容器のシール
合成樹脂から物品(11;111;211;311)を成形するための装置は、前記物品(11;111;211;311)の縁部領域(14)を成形するための、その内側領域(19)の周りに延びる凹所(22)を有した成形手段(16)と、ピストン装置(35;135)と協働して前記凹所(22)に前記合成樹脂を供給する、前記凹所(22)に連続する位置で前記内側領域(19)につながっている管路(34)とを備える。 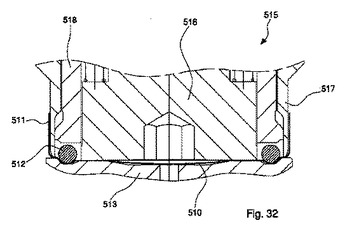 (もっと読む)
(もっと読む)
ゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器
【課題】容器に収容される内容物の成分の吸着および透過を抑制し、容易に製造でき、かつ製造コストを低減できるゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器を実現する。
【解決手段】容器に収容される内容物成分の吸着および透過を抑制するバリアシート11が、上下に仕切るように埋め込まれたことを特徴とするゴム栓10。
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
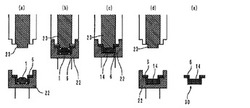
多層物品の製造方法
本発明は、少なくとも一つの機能層2、20を具備する溶融多層樹脂の定量材1を圧縮成形することによって合成樹脂の多層物品9を製造する方法に関するものである。定量材の各層は圧縮時には溶融状態にある。該方法は少なくとも、ダイを通して樹脂を同時押出しすること、定量材1を得るために押出物を周期的に切断すること、及び定量材1を型のキャビティ内に溶融状態で置くこと、を含んでいる。該方法は、定量材内で、押出し方向とこの押出し方向に平行な機能層2、20の配置とを規定している。該方法は、押出し方向に交差する圧縮軸線16に対する非対称性を層の流れに導入するように、圧縮軸線16に沿って定量材が圧縮されることを特徴としている。
本発明は、前述の方法によって得られた物品に、及びこの方法の状況で用いられる定量材に、及び前述の方法を実行するための装置にも関係している。 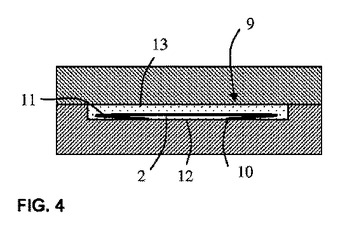 (もっと読む)
(もっと読む)
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 輸液容器に取り付けるための外枠体と合着し、前記輸液容器から輸液を取り出すために注射針を突き刺すエラストマー樹脂のみからなる単体の輸液用栓体を、原材料であるエラストマー樹脂を金型内に充填してコンプレッション成形する輸液用栓体の成形方法であって、
前記金型内の下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給し、
前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形した後、上記金型を分離し、当該栓体を冷却し、冷却された成形品である栓体を金型から取り出して成形されて得られる、樹脂の流れによる規則性のない栓体である。
(もっと読む)
パッキン付き製造蓋の製造方法及び製造装置
【課題】容器蓋に設けられた嵌合溝にパッキンを容易に形成できて大量生産に適しているだけでなく、製造設備の省スペース化や省エネルギー化を実現することも可能なパッキン付き容器蓋の製造方法を提供する。
【解決手段】押出機20で加熱溶融された熱可塑性樹脂120をノズル40から線状に押出して容器蓋110の片面に設けられた嵌合溝111に流し込むことにより、嵌合溝111に沿ってパッキンを一体的に形成する。押出機20の内部では、加熱溶融した熱可塑性樹脂120に発泡剤121を添加し、ノズル40から吐出した直後に熱可塑性樹脂120を発泡させる。これにより、容器蓋110の全体を加熱することなく発泡体を嵌合溝111に充填することができるようになる。
(もっと読む)
圧縮成形法
第一成形手段(7,20,22,107)および第二成形手段(9)を有する金型(6,106)内のプラスチック投与分(10,210)を圧縮成形する方法であって、−プラスチック投与分(10,210)から物体(1)を形成するために、プラスチックのストレスを小さくするように選択された予備設定プロファイルに従って変化する速度で第一成形手段(7,20,22,107)を第二成形手段(9)に向かって移動させ、−プラスチックのストレスを小さくするように選択された他の予備設定プロファイルに従って変化する圧力をプラスチックに付与しながら金型(6,106)内にその物体(1)を維持し、かつ−前記金型(6,106)から物体(1)を取出す、工程を含む方法。 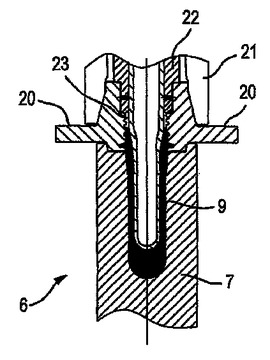 (もっと読む)
(もっと読む)
装置および方法
物体(80)を受容するよう設計されるシート手段(5)が備わり、前記シート手段(5)は曲線軌道(P1)に沿って可動である運搬装置(1)、および前記物体(80)を前記運搬装置(1)に運搬かつ/また前記運搬装置(1)から除去するよう設計される移送手段(8)が備わる追加的運搬装置(6)から構成される装置において、前記移送手段(8)は、前記シート手段(5)と前記移送手段(8)が前記曲線軌道(P1)の部分(Z)に沿って相互に連結され維持されるように、前記シート手段(5)を係合するよう設計される連結手段(32、160、260、360、328)から構成されることを特徴とする。 (もっと読む)
1 - 20 / 39
[ Back to top ]