
Fターム[4F204AH67]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 履物 (16)
Fターム[4F204AH67]に分類される特許
1 - 16 / 16
靴用インソール
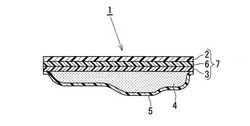
【課題】高い強度を維持しながら衝撃吸収性を大幅に向上させた靴用インソールを提供する。
【解決手段】厚さ10ないし100μmのポリウレタン皮膜3がラミネートされた生地2のポリウレタン皮膜側に、超軟質ポリウレタン層4及び熱可塑性ポリウレタンフィルム5をこの順で積層させて形成される靴用インソール1であって、前記超軟質ポリウレタン層4は、その側面を含めて前記熱可塑性ポリウレタンフィルム5で覆われて、該熱可塑性ポリウレタンフィルム5と前記ポリウレタン皮膜3とで形成される空間内に内包されていることを特徴とする靴用インソール1。
(もっと読む)
ポリオレフィン系樹脂シートの製造方法

【課題】高速かつ高圧な圧延伸をすることなく、さらにポリオレフィン系樹脂シートの結晶化度を向上させ、耐熱性、及び寸法安定性に優れたポリオレフィン系樹脂シートを提供すること。
【解決手段】本発明のポリオレフィン系樹脂シートの製造方法は、ポリオレフィン系樹脂を溶融させ、溶融ポリオレフィン系樹脂とする溶融工程と上記溶融工程後のポリオレフィン系樹脂を、ガラス転移温度(Tg)を超えて融点(Tm)未満の間の温度内で所定時間保持する保持工程と前記保持工程後のポリオレフィン系樹脂を、上記温度内で加圧する加圧工程とを備えたことを特徴とする。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
ウレタンフォーム積層体
【課題】中間層や補強層が不要で、且つ、生産性の高いウレタンフォーム積層体である。
【解決手段】第1ポリオール成分と、第1イソシアネート成分とを含む第1反応液を混合して発泡、硬化させた第1ウレタンフォーム層と、第2ポリオール成分と、第2イソシアネート成分とを含む第2反応液を混合して発泡、硬化させた第2ウレタンフォーム層とを備えるウレタンフォーム積層体であって、第2ウレタンフォーム層は、第1ウレタンフォーム層を形成する形成面に塗布した第1反応液の硬化中に、該第1反応液上に第2反応液を塗布することで、第1ウレタンフォーム層と一体的に形成されていることを特徴とする、ウレタンフォーム積層体である。
(もっと読む)
架橋発泡成形体の製造方法および架橋発泡成形体
【課題】発泡成形体の表面を改質する工程を経ることなく、その表面が発泡成形体内部とは異なる性質を有する架橋発泡成形体の製造方法を提供する。
【解決手段】トレー状凹部4を備える下型と、前記トレー状凹部4を密閉し得る上型2とを用いて架橋発泡成形体を製造する方法であって、以下の工程を全て含む架橋発泡成形体の製造方法。(1)前記トレー状凹部4に、発泡剤および架橋剤を含む熱可塑性樹脂シート(A)5aと、発泡剤および架橋剤を含み、前記熱可塑性樹脂シート(A)5aとは樹脂組成の異なる熱可塑性樹脂シート(B)5bとを重ね、前記上型2と下型1とを型閉めしつつ、前記トレー状凹部4を前記熱可塑性樹脂シート(A)5aおよび熱可塑性樹脂シート(B)5aによって充填する工程、(2)型閉めした成形型を、加圧かつ加温する工程、(3)成形型を型開きし発泡成形体を得る工程
(もっと読む)
廃ゴムを使用した靴底及びこれを使用する靴類
【課題】廃ゴムをリサイクルさせて資源の有効利用を図ると共に、強靱な靴底を得る。
【解決手段】厚さ約3〜20mmのゴムチップ層10と、厚さ約0.5〜5mmのゴムシート層20の2層を加熱圧縮成型してなる。前記ゴムチップ層は、粉砕した廃ゴムチップ11を少なくとも一部に有しており、前記ゴムシートは未加硫のものである。ゴムチップ層10を構成するゴムチップが、全て廃タイヤを粉砕して得られるものであってもよいし、付加的にバージンゴムチップを配合したものでもよい。
(もっと読む)
内部離型剤としてジアルキルシクロヘキサンジカルボキシレートを含む一体型ポリウレタンフォーム
本発明は、一体型ポリウレタンフォームを製造する方法であって、a)有機ポリイソシアネートを、b)少なくとも2個の反応性水素原子を有する比較的高分子量の化合物、c)発泡剤、d)ジアルキルシクロヘキサンジカルボキシレート、及び、適宜、e)鎖延長剤及び/又は架橋剤、f)触媒、及びg)他の助剤及び/又は添加剤、と混合して、反応混合物を形成し、その反応混合物を金型に供給して反応させて一体型ポリウレタンフォームを形成することを特徴とする製造方法に関する。 (もっと読む)
靴の製造方法
【課題】靴の上部と靴底の固着力を高める靴の製造方法を提供する。
【解決手段】環状部材230の第1の面231、第2の面232、第3の面233、第4の面234、上部側面210および上部底面220の間に溶けた樹脂物質を注ぎ込み、垂直および水平方向に交錯して形成された空間により上部200と靴底240との間の形状を形成することにより、上部200と靴底240との間において、垂直および水平方向に交錯した固着力を産み出し、靴底240が上部200と確実に固着する。
(もっと読む)
合成樹脂製立体装飾片とその製造方法
【課題】裏面に凹部が無く平坦な立体模様片を製造でき、溶断刃による切断が容易で、下層材料が一体的に成形され、裏面に接着又は粘着機能を有する立体模様片を製造でき、基材の特性が限定されること無く不要部分の除去が容易な基材へ直接立体模様片を成形できる方法を提供する。
【解決手段】テーブルの上に、下層材料13、中間層材料、上層材料11をこの順に載置する。下層材料13(ホットメルトフィルム、粘着テープ等)の裏面には、離型紙が装着されている。
上方より凹型32を下降させ、材料を押圧して、高周波を発信させる。高周波の発熱によって、これら材料は溶融する。凹型の溶断刃51の内側に溶融材料が流れ込むと共に、溶断刃によって、材料は切断される。
冷却後、凹型から材料を取り外し、不要部分を除去することによって、平坦な立体的装飾片を製造することができる。
(もっと読む)
成形型及び成形体の製造方法
【課題】第1及び第2柱状部に対して、柱軸方向に過剰な負荷が与えられることなく、第1及び第2柱状部を脱型可能な成形型を提供する。
【解決手段】成形型Mは、第1及び第2柱状部形成孔51,52が形成された柱状部形成型20と、それに対し第1及び第2柱状部形成孔51,52の開口を覆うように設けられた基部形成型10とを備える。柱状部形成型20は、第1柱状部形成孔51が形成されていると共に、それを縦割りするように分割された一対の型片21a,21bからなる第1柱状部形成セグメント21と、第1柱状部形成セグメント21に対しその分割線の側方に配されるように設けられ、第2柱状部形成孔52が形成されていると共に、それを縦割りし且つ第1柱状部形成セグメント21の分割線に沿うように分割された一対の型片22a,22bからなる第2柱状部形成セグメント22と、それらの間に挟まれるように設けられたスペーサセグメント24とを有する。
(もっと読む)
防滑性靴底部材及び製造方法
【課題】 ガラス繊維を接地面向かって配向させたブロック防滑体を靴底本底に嵌装配設し、スパイク効果の改善を図った防滑性靴底部材及び製造方法を提供する。
【解決手段】 天然ゴムと合成ゴムを配合した未加硫ゴム生地を加熱加圧加硫した靴底部材の接地底に、ガラス繊維を混入し、かつ該ガラス繊維を断面突出状に配向したブロック防滑体を、靴底接地面での体重のかかる重心移動仮想軌跡曲線上の踏付部及び/又は踵部の領域に複数個嵌装配設した構成とする。また、成形法でも多段式金型の採用ほか、未加硫ゴムとの同時加硫でも特段の前処理を必要とせず、工業的有利に製造できる。
(もっと読む)
合成物質製で模様付の靴、その製造方法と金型
【課題】 寿命が長い模様膜を人工物質製の靴に備え、靴の寿命を良好且つ安定に保ち、それに加え靴に膜を簡単に取り付けできるようにすること。
【解決手段】模様がPU模様フィルムにプリントされており、フィルムが合成物質製の靴のウエブ剤に、プリントされた側を下にして平らに付ける。 合成物質製の靴を製造するため、通常の金型6の上型枠7が内側10に、多孔の発泡アルミニウム成形体11を備え、それには吸引ポンプ12が接続されている。それによって負圧を発生させることで、模様フィルム4が金型6に保持される。
(もっと読む)
靴の製造方法
【課題】靴の製造においてアッパーとソールとの間の結合を強化させて靴全体の耐久性及び防水性を向上させる靴の製造方法を提供する。
【解決手段】下面と、アッパーを用意するアッパー用意工程と、熱可塑性材からなるソールを用意するソール用意工程と、靴型と側型と下型とからなっていてそれらの組合わせによりキャビティーを形成する成形金型を用意する成形金型用意工程と、アッパーとソールとをキャビティー内に入れる成形金型入れ工程と、下型を介し、ソールを加熱して軟化させるソール軟化工程と、成形金型を型締め状態で加熱・加圧し、軟化したソールをアッパーの下面に一体的に接合する接合工程と、冷却定型工程と、靴取り出し工程とを備える。
(もっと読む)
アウトソール及びこのアウトソールを備える靴
【課題】軽量であり、グリップ性及び耐摩耗性に優れたアウトソール及び靴の提供。
【解決手段】本発明のアウトソール1は、接地層17及び非接地層19を備え、かつ実質的に気泡を含まないポリマー組成物からなる積層部15を備えている。積層部15のアウトソール底面全体に対する面積比率が70%以上であり、接地層17の比重が1.00以上1.23以下であり、非接地層19の比重が0.90以上1.13以下であり、接地層17の比重が非接地層19の比重より大きく、接地層17のショアA硬度が55以上95以下である。
(もっと読む)
長繊維強化熱可塑性樹脂線状成形材料及び成形品の製造方法
【課題】特に、プレス成形をした場合に、高剛性高衝撃強度などの優れた機械的強度を成形品が得られる長繊維強化熱可塑性樹脂線状成形材料を提供する。
【解決手段】ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含む熱可塑性樹脂と、強化繊維とを含有してなる長繊維強化熱可塑性樹脂線状成形材料であって、前記熱可塑性樹脂が、ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含み、かつMFR(230℃、21.2N)70〜200g/10minを有し、前記強化繊維が、長繊維強化熱可塑性樹脂成形材料100質量部に対して65〜80質量部含有され、かつ長繊維強化熱可塑性樹脂成形材料の平均径が0.2〜1.5mmであることを特徴とする長繊維強化熱可塑性樹脂線状成形材料。
(もっと読む)
発泡成形体の製造方法
【課題】多色圧縮成形時に混色がなく、発泡成形時にエアーポケット(成形加工時脱気が不十分で架橋が十分に掛からず成形外観・性能を損なう状態)、エアースコーチ(部分的に過架橋で気泡が発生する状態)などのトラブルがなく、組成物の混練り後の分出しシーティング肌が美麗なため、金型仕込み時の生地計量精度が高く、混色がなく、発泡サイズの安定した成形が可能を可能とする圧縮成形方法を提供する。
【解決手段】(A)ガラス転移温度(Tg)が−50℃〜−20℃である1,2−ポリブタジエン10〜90重量%、(B)沸騰n−ヘキサン不溶分1〜25重量%,沸騰n−ヘキサン可溶分99〜75重量%であるビニル・シスブタジエンゴム(VCR)90〜10重量%、および(C)上記(A)〜(B)成分以外の熱可塑性重合体0〜50重量%〔ただし、(A)+(B)+(C)=100重量%〕の合計量100重量部に対し、(D)発泡剤0.5〜20重量部、および(E)架橋剤0.02〜20重量部を含有する発泡体用組成物を圧縮成形する。
(もっと読む)
1 - 16 / 16
[ Back to top ]