
Fターム[4F204AJ06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 装置又は装置部材の材料の特徴 (1,067) | 材質の特徴 (624) | セラミックス、ガラス (119)
Fターム[4F204AJ06]に分類される特許
1 - 20 / 119
筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手
【課題】 インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供する。
【解決手段】 成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォーム5を予め形成しておく。このプリフォーム5を強化繊維層4に離型布7を介して積層した状態として気密性フィルム16内に収容し、マトリックス樹脂を注入する。
(もっと読む)
成形品の製造方法及び製造装置

【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】レンズ材料や処理液の無駄を省くことができ、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップ1と、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップ3とを有する。
(もっと読む)
ローラーモールド、ローラーモールド用基材及びパターン転写方法
【課題】被転写体の透光性や被転写体の形状を問わず、光を用いたインプリントを行う際、所定のパターンを被転写体に忠実且つ容易に転写するローラーモールド、ローラーモールド用基材及びパターン転写方法を提供する。
【解決手段】回転軸方向に沿う外周部の主表面に所定のパターンが形成されているインプリント用のローラーモールドであって、前記ローラーモールドの内部又は外部から照射される光を前記外周部に対して透過させることにより、前記ローラーモールドの内部から前記所定のパターンの主表面へと前記光を照射自在とする。
(もっと読む)
成形プレス用クッション材
【課題】成形プレス用クッション材として優れた機能、特に優れたクッション性と貼り付き防止効果を有するクッション材を提供する。
【解決手段】1層以上のフェルト層と、フェルト層の両外周面に耐熱クロス(例えばガラスクロス)を配置し、更にその両外周面にテトラフルオロエチレン系フィルムを表層材として配置した成形プレス用クッション材である。
(もっと読む)
光学素子の製造方法および光学素子の製造システム
【課題】光学素子を精度よく成形することが可能な光学素子の製造方法を提供する。
【解決手段】光学素子の種類に応じて複数設定された照射光の照度分布を記憶装置に記憶
させておき、記憶装置に記憶された複数の照射光の照度分布の中から、成形に用いる照射
光の照度分布を選択し(ステップS101)、選択した照射光の照度分布が得られるよう
に照射装置の設定を行い(ステップS102)、設定を行った照射装置が照射する照射光
の実際の照度分布を測定し(ステップS103)、選択した照射光の照度分布と、測定し
た照射光の実際の照度分布とを比較し(ステップS104〜S105)、比較した結果に
基づいて、照射装置が照射する照射光の実際の照度分布が選択した照射光の照度分布とな
るように補正を行う(ステップS106)。
(もっと読む)
混成部材を製造するための方法ならびに製造する際に使用するためのカバー
【課題】 従来技術から出発して本発明の根底をなす課題は、プレス型の汚れが少なくともできる限り防止することができ、混成部材の基本成形体が特定の領域で樹脂がない状態で保持できる、原動機付き車両のための品質的に価値の高い混成部材を製造するための使用に関する技術的に改善された方法を提示することである。
【解決手段】強化要素(3)とプレス型(4)の間にカバー(8)が組入れられ、さらにカバー(8)が連続した状態で貯蔵所から引出され、かつ基本成形体(2)の上で基本成形体上に位置決めされた強化要素(3)と一緒に置かれ、その後にプレス工程が行われ、その際にカバー(8)が樹脂を吸収する吸収層(9)を備えており、それによりプレス工程において強化要素(3)から流出する樹脂が吸収層(9)により収容され、カバー(8)がプレス工程の後に混成部材(1)から取除かれ、好ましくは貯蔵ユニットに巻かれることにより解決される。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
成形品成形装置および成形品成形方法
【課題】第1の型と第2の型とを用いて成形品を成形する成形品成形装置において、従来よりも短いタクトタイムで精度の高い成形品を得る。
【解決手段】下型M1と上型M2とを用いて成形品W1を成形する成形品成形装置1において、下型型設置体9と下型設置体9に対して相対的に移動位置決め自在である上型設置体11とを備えた成形品成形部3と、成形品W1における、第1パターンW3と第2パターンW4との間の位置ずれ量を測定する位置ずれ量測定部5と、成形品成形部3で成形品W1を成形しているときに、成形品W1の測定を位置ずれ量測定部5で行い、この測定結果に応じて上型設置体11の相対的な位置を補正し成形品成形部3で次の成形品W3の成形をする。
(もっと読む)
プラスチックレンズ成形型用補助部材接着装置
【課題】モールドのばらつきに対しても常に一定の位置に注入補助部材を正しく接着できるようにする。
【解決手段】モールド組立体3を支持する支持部21と、モールド組立体3に注入補助部材4を接着する接着部22とを備える。接着部22は、注入補助部材4を支持する支持装置23と、支持装置23を移動させて注入補助部材4をモールド組立体3のテープ7に接触させる移動装置24とを備える。移動装置24は、支持装置23が移動するときの負荷を検出する検出部25を備える。移動装置24は、前記負荷の大きさが予め定めた大きさに達したときに支持装置23を停止させるものである。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
コンタクトレンズの製造方法と、それに用いる製造装置
【課題】型の浪費を無くして、安価にコンタクトレンズw0を製造する。
【解決手段】上側に雄型1a,101a,201aを、そして下側に雌型1b,101b,201bを位置させて、雌型に重合性材料w1を供給し、次に雄型と雌型とを上下へ相対変位させて成形キャビティCTを形成させる。成形キャビティCT内にて、前記重合性材料w1を、雌型と雄型とで上下から挟みつけた状態のまま重合させて、コンタクトレンズw0の成形を行う
(もっと読む)
成形体の成形方法および成形体
【課題】型と成形材料とを直接接触させることなく、型に形成されている成形パターンに対応したパターンを備えた成形体の成形方法等を提供する。
【解決手段】成形パターン13が形成されている型11のおもて面に、弾性を備え平板状に形成された成形用基板3を設置し、型11に空気を通すことで成形用基板3を真空吸着して弾性変形させ、成形用基板3を型11の成形パターン13の形状に倣わせ、成形材料5を、成形用基板3のおもて面に供給し、成形材料5を硬化し、硬化した成形材料5とともに成形用基板3を型11から離す。
(もっと読む)
ウエハレンズ製造方法及びウエハレンズ
【課題】良品率が低下せず、低コストで製造が可能なウエハレンズ製造方法及び該方法により製造された低コストのウエハレンズを提供する。
【解決手段】樹脂型と基板の間に樹脂材料を介在させる工程と、介在する樹脂材料を硬化させレンズ部を形成する硬化工程と、樹脂型から基板及びレンズ部を離間させる離型工程と、を有し、離型工程は、レンズ部が最も硬化した際のビッカース硬度をHvMAXとし、離型時のレンズ部のビッカース硬度をHvとしたとき、
0.50≦Hv/HvMAX≦0.85
を満足するレンズ部の硬化状態で離型が行われるウエハレンズ製造方法とする。
(もっと読む)
光学部品の製造方法及びその製造装置
【課題】 基材表面を集中的に加熱することにより、成形時間の短縮、及び成形品の光学性能を向上させる光学部品の製造方法及び製造装置を提供すること
【解決手段】 基材に、少なくとも一部が赤外線透過材料からなる型を密着させて光学部品を製造する光学部品の製造方法において、前記型を、前記基材との間に隙間を開けて配置した状態で、前記基材に赤外線を照射して、前記基材を加熱した後、前記型と前記基材とを密着させることを特徴とする。
(もっと読む)
レンズの製造方法及びレンズの製造装置
【課題】一般的な熱硬化性の樹脂を成形してレンズを製造するにあたって、上型及び下型と胴型とのギャップに樹脂が浸入することで製造されるレンズにバリが生じることを防止する。
【解決手段】上型及び下型並びに該上型及び該下型の周囲を囲む胴型を含む成形型を用い、熱硬化性の樹脂を成形してレンズを得るレンズの製造方法であって、樹脂は常温から加熱されるに従って粘度が低下して粘度が最も低くなり、更に加熱することによって粘度が高くなり、完全硬化して所定の硬度に達する特性を有し、上型又は下型の一方の型の成形面に樹脂を供給する供給工程と、供給された樹脂を加熱して硬化させる硬化工程と、上型の成形面と下型の成形面との間隔を広げ、硬化された樹脂からなるレンズを成形型から取り出す離型工程と、を含み、硬化工程の際に、加熱された樹脂の粘度が最も低くなったときよりも後で、加熱されている樹脂を上型の成形面と下型の成形面とで挟んで変形させることで該樹脂を成形する成形工程を行う。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
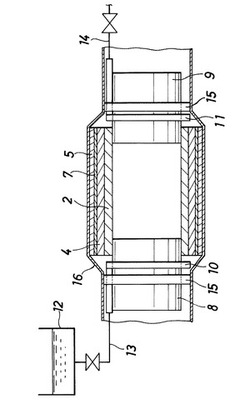
樹脂成形方法及び成形装置
【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
1 - 20 / 119
[ Back to top ]