
Fターム[4F204AL16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | ホッパー (102) | 計量供給装置 (28)
Fターム[4F204AL16]に分類される特許
1 - 20 / 28
樹脂モールド装置
【課題】ワークに供給された顆粒樹脂から樹脂粉が飛散し難くハンドリング性がよくメンテナンスコストを低減させた樹脂モールド装置を提供する。
【解決手段】樹脂供給部は、ワークW上に顆粒樹脂70を供給する顆粒樹脂供給部B2を備えており、顆粒樹脂供給部B2から顆粒樹脂70を供給されたワークWをプレス部Cまで移送する風防が設けられたワーク移送機構B3が、ロボットの移動範囲(搬送エリア11)とプレス部Cとの間に併設されている。
(もっと読む)
FRP構造体の製造方法及び製造装置

【課題】含浸距離を短くして製造時間の短縮を図るとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の中心線に沿って脱気部9を配置し、被成形体2の対向する辺のそれぞれの端縁部に、脱気部9と略平行に樹脂供給部10を配置し、脱気部9により被成形体2の中心線上から脱気しながら、両側の樹脂供給部10より同時に樹脂を供給して樹脂含浸を進行させて成形する。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
樹脂供給機構及び樹脂供給方法
【課題】簡易的な構成でありながら撒かれる樹脂の均一性が容易に調整・変更可能となる。
【解決手段】被成形品160を樹脂102にて圧縮封止する圧縮成形装置150に対して、樹脂102を計量し樹脂102を投下する計量部104と、計量部104の下方に配置され計量部104から投下された樹脂102を所定の場所に導くシュータ110と、を有する樹脂供給機構100において、計量部104から投下された樹脂102をシュータ110に導くとともに、計量部104から投下された樹脂102の少なくとも一部と直接的に接触可能で且つ鉛直方向(Z方向)に対して傾斜した内面を備える第1、第2筒状部材106、108を備え、第1、第2筒状部材106、108が鉛直方向(Z方向)で移動可能とされている。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
樹脂パウダーの散布方法並びに散布装置
【課題】基材表面に樹脂パウダーを散布する樹脂パウダーの散布方法並びに散布装置において、基材の幅寸法の変更に有効に対応させて基材の造形自由度を高める。
【解決手段】散布装置30は、樹脂パウダーPを貯留するホッパー31と、その下部に位置し、樹脂パウダーPをふるい落とすシューター32とからなり、シューター32の長手方向両端に拡張金具40を開閉可能に取り付け、拡張金具40を開放状態、あるいは閉鎖状態でシューター32に固定することで、シューター32下端のパウダー散布用開口33の開口幅寸法Wを可変させることにより、基材Fの幅寸法wに有効に対応させる。また、シューター32の長手方向端末に別体の増設散布ユニット60を付設することで、パウダー散布用開口33の開口幅寸法Wを拡張させる。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】制御部Cが、位置検出手段S1にて検出される押圧部材41の位置に基づいて、押圧部材41の位置が予め設定された位置になるように、払い出し出力対供給出力比率を設定範囲内で調整すべく材料供給部1及び材料圧延部2の作動を制御する通常処理を実行するように構成されたシート成形装置において、制御部Cは、位置検出手段S1にて検出される押圧部材41の位置に基づいて、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ない状態を推定する推定手段C1と、推定手段C1により、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ないと推定された場合に、払い出し出力対供給出力比率を設定範囲よりも大きくする設定条件で材料供給部1及び材料圧延部2の作動を制御する終期処理を実行する終期処理手段C2を備えている。
(もっと読む)
樹脂封止装置とこれを用いた樹脂封止方法
【課題】成形用樹脂を一様にキャビティ空間に供給して樹脂封止を行うことができ、樹脂封止品の樹脂封止部は常にムラのない状態に仕上げること。
【解決手段】粒状成形用樹脂120A,Bを粒径範囲毎に貯留するストッカ130A,Bと、ストッカ130A,Bの粒状成形用樹脂120A,B貯留量と、電子部品240の樹脂封止に要する粒状成形用樹脂120A,Bの使用量とに基づき、ストッカ130A,B内からの粒状成形用樹脂120A,Bの供給量の比率どうしを所定の比率となるよう算出する成形用樹脂供給量算出手段PCと、算出供給量に基づき、粒状成形用樹脂120A,Bを取り出す成形用樹脂取り出し手段と、粒状成形用樹脂120A,Bを積載する積載手段160と、積載手段160を積載位置と金型位置との間で往復動させ、粒状成形用樹脂120A,Bを下金型230に投入する投入手段と、を有している。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 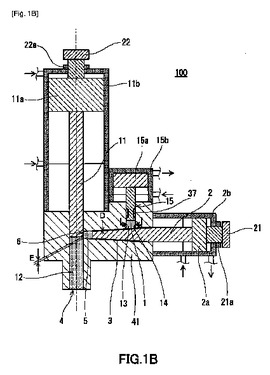 (もっと読む)
(もっと読む)
液状物質の計量供給方法及び装置
【課題】液状物質200 の定量計測を高精度に行うと共に、この定量液状物質を所定の供給個所へ効率良く且つ確実に供給する。
【解決手段】液状物質の貯溜部100 と、液状物質の計量部300 と、計量した定量液状物質の吐出部400 と、液状物質の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状物質の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状物質200 を計量部300 に移送して計量し、次に、計量した定量の液状物質201 を吐出部400 を経て所定の個所へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エア502 を給気して当該部位に定量液状物質201 の一部が滞溜するのを効率良く防止する。
(もっと読む)
RTM成形方法
【課題】比較的大きな三次元面状体に対しても、樹脂注入から含浸・硬化までの成形工程を、高速で実施し、かつ、従来問題となっていた製品外観や製品精度を向上させ、製品コストの低減をはかることが可能なRTM成形方法を提供すること。
【解決手段】複数の型からなる成形型のキャビティー部に強化繊維基材を配設し、型締めした後、樹脂を注入して成形するRTM成形方法において、前記強化繊維基材と接する成形型の少なくとも一面に樹脂注入口を設け、冷熱媒体が流れる機構を備えてなる樹脂注入部より吐出される樹脂を前記樹脂注入口から注入することを特徴とするRTM成形方法。
(もっと読む)
樹脂供給機構
【課題】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂の厚みを均一の厚さで供給する。
【解決手段】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂110を供給する樹脂供給機構であって、鉛直方向に伸びるシュータ112と、該シュータ112内に位置し樹脂110を拡散するための拡散体と、を備え、該拡散体を、鉛直方向上方に頂部114Pが位置するように配置された円錐コイル状体114で構成する。
(もっと読む)
溶融樹脂供給装置
【課題】溶融樹脂を保持する保持ユニットに付着物が付着することを防止し、保持ユニットの清掃サイクルを短縮することができる溶融樹脂供給装置を提供する。
【解決手段】押出機から排出されてカッターによって切断された溶融樹脂を保持する開閉自在のホルダー22,23及び基部21を有する保持ユニット17を備えている。保持ユニット17は、ホルダー22,23を開放させて溶融樹脂を圧縮成形機の雌型に投下するようにした。基部21の内周面に上下方向に延びる複数の縦溝18を形成するようにした。
(もっと読む)
シート成形装置
【課題】材料圧延部への弾性材料の送出量の変動をなくして形状が整い、寸法精度の高い、高品質のシートの成形を行うことができ、さらに、材料貯留部の内圧の急激な変動を吸収することができるシート成形装置を提供すること。
【解決手段】弾性材料Wを供給するための材料供給部1と、材料供給部1から供給された弾性材料Wを一時的に貯留する材料貯留部3と、材料貯留部3に貯留されている弾性材料Wを圧延するための材料圧延部2とを備えたシート成形装置において、材料貯留部3に貯留されている弾性材料Wを上方から予め設定した一定圧力をかけて押圧するための材料押圧機構4を設け、この材料押圧機構4を構成する材料押圧部材41の材料押圧面41aの面積を材料貯留部3の上部開口部31の面積の30〜95%に設定する。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】基板6に装着した電子部品5を圧縮成形する場合に、離型フィルム13を被覆した下型4のキャビティ10内に顆粒樹脂7を均一な厚さで効率良く供給し得て、製品(樹脂成形体12)の生産性を効率良く向上させる。
【解決手段】まず、離型フィルム13に下型キャビティ10の形状に対応したフィルム凹部14を設けて凹部付フィルム15を形成すると共に、フィルム凹部14に所要量の顆粒樹脂7を投入して振動させることにより、顆粒樹脂7を平坦化して均一な厚さに保形して平坦化樹脂載置フィルム16を形成し、次に、平坦化樹脂載置フィルム16をインローダ2に係着すると共に、インローダ2にて平坦化樹脂載置フィルム16におけるフィルム凹部14をキャビティ(凹部)10に合致・嵌装(嵌合セット)することにより、凹部付フィルム15を被覆したキャビティ10内に平坦化顆粒樹脂7を供給セットする。
(もっと読む)
樹脂計量供給装置
【課題】計量ミスによる樹脂の無駄を減少する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、樹脂を計量・分離可能な計量部140と、計量部140により計量・分離された樹脂が、所定量を超えていた場合に計量・分離後の前記樹脂を破棄する破棄手段と、を備え、計量部140が、所定量を複数に分割して異なる容器(第1容器120A、第4容器120D)に対して計量・分離し、破棄手段が、第4容器に保持される樹脂を破棄するように構成する。
(もっと読む)
樹脂計量供給装置
【課題】迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
(もっと読む)
電子部品の圧縮成形方法
【課題】電子部品の圧縮成形用金型1(上下両型2・3)に設けた下型キャビティ5内に顆粒状樹脂材料(顆粒樹脂)6を効率良く供給する。
【解決手段】まず、所要量の顆粒樹脂6を樹脂収容用プレート21(樹脂収容部22)に供給してプレート開口部23側に所要の大きさを有する離型フィルム11を被覆すると共に、離型フィルム被覆プレート21内を所要の真空度に設定して離型フィルム11をプレート21に被覆固定することにより、樹脂配布済プレート25を形成して反転させる。次に、この反転した樹脂配布済プレート25をインローダ9で金型キャビティ5の位置に移送してこの反転プレート25内の真空状態を解除して離型フィルム11をキャビティ5内面に被覆させると共に、離型フィルム11を被覆した金型キャビティ5にプレート21内から顆粒樹脂6を落下させる
(もっと読む)
モノマー充填シリンジの製造方法
【課題】プランジャ治具とプランジャロッドとを連結する際、プランジャ治具が動いても、シリンジ内に充填されたモノマーの脱気状態が損なわれることなく、良好なモノマーの注入処理を行うことができるモノマー充填シリンジの製造方法の提供を目的とする。
【解決手段】
ノズル12をノズルキャップ16で封止したシリンジ10に対して、ノズル12とは反対側の端部から液状のモノマーMを充填する。次に、モノマーMが充填されたシリンジ10の内部を減圧した状態で、シリンジ10の内部に対して、プランジャロッドに接続されるプランジャ治具30と同プランジャ治具30と分離して同プランジャ治具30の周囲を囲むように配置されたガスケット20とをノズル12とは反対側の端部から押し込みする。
(もっと読む)
1 - 20 / 28
[ Back to top ]