
Fターム[4F204AM00]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253)
Fターム[4F204AM00]の下位に属するFターム
圧力媒体の特徴 (9)
製品の選別技術の特徴 (2)
成形装置又は装置部材のシール (60)
安全保護装置(←警報装置)の特徴 (13)
成形装置、部材の洗浄、清掃手段の特徴 (25)
成形装置又は装置部材の検査、補修、保管 (4)
成形装置の(非成形時の)運搬(←交換) (6)
成形装置の管理(←方法も) (45)
その他の一般的機械要素の特徴(←軸受) (7)
成形雰囲気、環境の特徴 (488)
特有の成形不良の防止技術 (588)
Fターム[4F204AM00]に分類される特許
1 - 6 / 6
樹脂封止装置
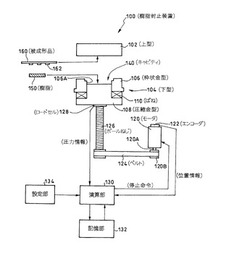
【課題】確実且つ早期に封止異常を検出する。
【解決手段】上型102と、上型102に対向して配置され上型102に対して接近・離反可能な下型104とを有し、上下金型102、104の少なくとも一方の対向面の少なくとも一部に形成されたキャビティ140において被成形品160を樹脂150にて圧縮封止する樹脂封止装置100を、上下金型102、104が接近する際の両金型の相対位置を検知可能なエンコーダ122と、上下金型102、104の接近によって変化する圧力を検知可能なロードセル128と、検知された位置情報及び圧力情報であって、正常に封止が行なわれた際の正常時位置情報及び正常時圧力情報を記憶可能な記憶部132と、正常時位置情報及び正常時圧力情報と、現在の封止作業において検知されている位置情報及び圧力情報との比較に基づいて封止異常を判断する演算部130と、を備えるように構成する。
(もっと読む)
真空ホットプレスとその制御方法

【課題】真空ポンプを高効率に運転することのできる真空ホットプレスを提供する。
【解決手段】真空ポンプ3により減圧されたチャンバ2内で複数の成形材料を加熱・圧締して積層品となす真空ホットプレス1は、真空ポンプ3の潤滑油から水分を分離する油水分離機4を備えるとともに、潤滑油の油水分離機4への循環を真空ポンプ3の駆動に伴って行い、真空ポンプ3の駆動は、真空ポンプ3がチャンバ2へ連通しチャンバ2内を減圧する場合と、真空ポンプ3がチャンバ2へ連通せず真空ポンプ3に直接接続された管路のみを減圧する場合とに択一的に選択して制御される。
(もっと読む)
昇降盤
【課題】包装機械の加工ユニットなどに用いられている昇降盤において、加工対象物の寸法の如何によらず、均一かつ大きな応力を伝達できるものを提供する。
【解決手段】加工具(2)を保持する加工具板(3)が加工具(2)を開いたり閉じたりするために高さをシフト可能に取り付けられている昇降盤(1)において、加工具板(3)と昇降ストローク装置(4)との間には、流体を受け入れるための膜(7)により画された流体室(8)が形成され、この流体室(8)が圧力媒体経路(9)を通じて圧力媒体貯留部に接続している。
(もっと読む)
ポリウレタンフォーム製造装置
【課題】 発泡剤として液化二酸化炭素を用いるポリウレタンフォーム製造装置を提供する。
【解決手段】 本発明のポリウレタンフォーム製造装置は、ポリイソシアネートを主成分とするA液と、ポリオールを主成分とするB液と、発泡剤として混合される液化二酸化炭素と、を用いて施工現場でポリウレタンフォームを製造する装置であり、液化二酸化炭素容器11と、加圧ガス供給用配管22と、加圧ガス容器12と、加圧ガス供給用配管に設けられた加圧ガス用流路開閉弁221及び加圧ガス用ブロー弁222と、液化二酸化炭素供給用配管21と、液化二酸化炭素計量手段34と、液化二酸化炭素供給用配管に設けられた液化二酸化炭素用ブロー弁211と、を備える。
(もっと読む)
圧縮成形装置およびプラスチックの物体を成形するための方法
成形手段(2)によって物体(9)を得るため、プラスチックを圧縮成形する方法であって、前記成形手段(2)は、パンチ手段(11;111)および金型手段(31、32;131、132)を備え、前記金型手段(31、32;131、132)は、金型本体(31;131)、および、成形空洞の一部を定義するために相互に協働する底部要素(32;132)からなり、前記成型は、前記金型手段(31、32;131、132)および前記パンチ手段(11;111)の相互移動からなり、前記パンチ手段(11;111)および前記金型手段(31、32;131、132)から独立した前記底部要素(32;132)の駆動をさらに備える方法;および、物体(9)を得るため、プラスチックを圧縮成形する装置であって、金型本体手段(31;131)、および、成形空洞手段の一部を定義するために相互に協働する底部要素手段(32;132)を備え、相互に前記底部要素手段(32;132)を動かすために配置される流体作動手段(24)および、前記流体作動手段を運搬するために配置される前記金-本体手段(31;131)および通過手段を備える金型手段(3)からなり、前記通過手段は、スロットル手段(27)からなる装置。 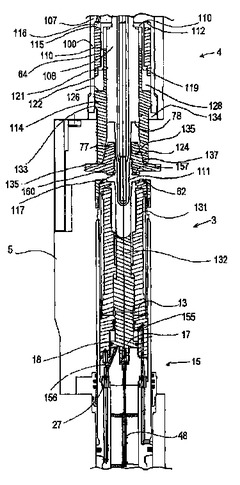 (もっと読む)
(もっと読む)
成形金型の段替え方法及び装置
【課題】発泡樹脂製品を製造するサーキットラインにおける成形金型の段替えを、ラインの運転を停止させずに行え、ライン停止のロスをなくし、生産効率の向上を図る。
【解決手段】サーキットラインCLで成形金型1の段替えの際、サーキットラインCLにおける1方向の直進移動部CL1から転回移動部CL3への方向変換部で、金型搬出装置20の作動により段替え対象の成形金型1を転回移動部CL3へ進入させずに直進移動させてライン外へ搬出し、これに続く転回移動部CL3から他方向の直進移動部CL2への方向変換部で、金型挿入装置30の作動により段替え用の成形金型1をライン外から直進移動させて金型搬出による空間部分に挿入する。
(もっと読む)
1 - 6 / 6
[ Back to top ]