
Fターム[4F204AM28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 成形雰囲気、環境の特徴 (488) | 真空、減圧 (395)
Fターム[4F204AM28]に分類される特許
1 - 20 / 395
ワーク設置装置、ワーク設置方法およびワーク保持体離反方法
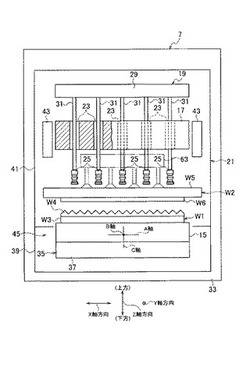
【課題】複数のワーク保持部で保持されているワークをそのまま他のワークに設置し、この設置後、上記各ワーク保持部を上記ワークから容易に離す。
【解決手段】下部テーブル15と上部テーブル17と、粘着剤を具備するワーク保持体25を複数備えたワーク保持装置19と、下部テーブル17に設置されている設置済みの第1のワークW1に、ワーク保持体25で保持している第2のワークW2を設置した後で、ワークW1,W2を振動させつつワーク保持体25を離す。
(もっと読む)
ワーク設置装置およびワーク設置方法

【課題】ワークが撓んだままで他のワークに設置されてしまうことを回避する。
【解決手段】下部テーブル15と上部テーブル17と、粘着剤を具備するワーク保持体25を複数備えたワーク保持装置19と、下部テーブル17に設置されている設置済みの第1のワークW1に、ワーク保持体25で保持する第2のワークW2を設置するときに、第1のワークW1と第2のワークW2との距離を所定の僅かな距離にし、各ワーク保持体25から第2のワークW2を落下させるワーク設置装置である。
(もっと読む)
樹脂成形品
【課題】 容易に得ることができ、かつ、種々の用途に使用できる高品質な樹脂成形品を提供する。
【解決手段】 樹脂成形品1は、シリコンウエハなどの半導体ウエハを薬液洗浄するための角槽からなる薬液処理槽である。樹脂成形品1は、2層構造からなり、内側の層2は、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)によって形成されている。また、樹脂成形品1は、外側の層3が導電性PTFEによって形成されている。導電性PTFEは、例えば、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)にカーボンブラックを5%混合することによって得られる。
(もっと読む)
埋込型樹脂流動媒体シートおよびそれを用いた繊維強化プラスチック、およびその繊維強化プラスチックの製造方法
【課題】 樹脂含浸後に樹脂流動媒体を剥離する必要がなく、そのまま埋め込むことができる埋込型樹脂流動媒体シート等を提供すること。
【解決手段】
液体樹脂を注入して成形される繊維強化プラスチックに用いられる樹脂流動媒体シート1であって、この樹脂流動媒体シート1を、強化繊維糸を編物組織によりシート状に編成して、JIS L 1018に準拠して測定した圧縮率が45〜60%で、かつ、真空圧−0.1MPa下における空隙率を75〜95%にして、樹脂注入後に繊維強化プラスチック内に埋込可能にするという技術的手段を採用した。
(もっと読む)
真空プレス用枠体、及びプレス成形品の製造方法
【課題】真空下でのホットプレス成形を行う際に必要な真空容積を極力抑えることができる真空プレス用枠体を提供すること。
【解決手段】プレス装置のプレス盤に載置される真空プレス用枠体であって、互いが重ね合わせられたとき、被加工物が収容される閉空間が形成されるように、互いの対向面のうちの少なくとも一面の一部が凹状に落ち込む一対の板状部材と、一端が閉空間と連通し、他端が所定の真空ポンプと接続される真空用配管とを備えており、一対の板状部材は、プレス盤によるプレス時にプレス圧が閉空間内の被加工物に伝わるように変形することができる構成となっている。
(もっと読む)
樹脂成形体及びこれを用いた樹脂製歯車
【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
光電子部品及びその製造方法
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
樹脂注型品およびその製造方法
【課題】常態では金属部材に強固に接着し、廃棄時には熱硬化性樹脂を容易に分離させることが可能な樹脂注型品を提供する。
【解決手段】主回路を構成する中心導体1の金属部材と、中心導体1の表面に、エポキシ化リグニンと、ジシアンジアミドのような硬化剤と、メチルセロソルブのような溶剤とで構成される絶縁ワニスを塗布して設けたリグニン接着層2と、リグニン接着層2の周りにエポキシ樹脂のような熱硬化性樹脂をモールドして設けた絶縁層3と、を具備したことを特徴とする。
(もっと読む)
熱転写成形装置
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置
【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
発光装置用リフレクタの圧縮成形方法及び装置
【課題】モールド樹脂の利用率を改善し樹脂フラッシュの生じない成形品質を高めた発光装置用リフレクタの圧縮成形方法及び装置を提供する。
【解決手段】リリースフィルム21が吸着保持されたキャビティ凹部16にモールド樹脂26を供給して押圧ピン17の周囲に充填し、キャビティ凹部16にワークを位置合わせしてリリースフィルム21を介してクランパブロック14及び押圧ピン17に当接して載置し、ワークをモールド金型8でクランプし、ワークの更なるクランプ動作により、キャビティ凹部16の底部をワークに近づけるように相対的に移動させてリフレクタ3を圧縮成形する。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
繊維強化樹脂を備える製品を少なくとも2つ製造する方法および装置
【課題】 繊維強化樹脂を備える製品を少なくとも2つ製造する際、成形型の構造が複雑で、容積も大きくなっても、繊維基材へ樹脂材を含浸するのが容易で、樹脂材を硬化するための温度および時間の制御、管理が容易で、且つ、成形型の清掃も容易とする。
【解決手段】 繊維強化樹脂を備える扁平形状の製品を複数同時に製造するために、先ず、この複数の製品の扁平形状を有する複数のキャビティ部12a、12bが、中子13を介して重なるように形成される成形型11を用意する。そして、このキャビティ部に、繊維基材1をそれぞれ配置し、成形型11内に樹脂材を注入して、繊維基材1にこの樹脂材を含浸、硬化することで、繊維硬化樹脂を備える製品を複数同時に成型する。
(もっと読む)
繊維強化樹脂と軽量化コアとの複合材ならびにそれを製造する方法および装置
【課題】 繊維強化樹脂とそれに隣接する軽量化コアとを備える複合材を製造する際、複合材の重量が増加することなく、軽量化コアの表面の孔内に樹脂が流入するのを防ぐことができるとともに、高い成型精度の複合材を高レートで生産する。
【解決手段】 軽量化コアと、この軽量化コアの表面の少なくとも一部に隣接する繊維強化樹脂とを備える複合材を製造するため、先ず、成形型内に、軽量化コアが繊維強化樹脂と隣接する部分と実質的に同一の形状を有する部分を具備する中子と、この中子に隣接して繊維基材を配置するステップ100と、成形型内に樹脂材を注入して、繊維基材に樹脂材を含浸するステップ110と、樹脂材を硬化するステップ120と、成形型から中子と繊維基材を含む硬化樹脂を取り出すステップ130と、この繊維基材を含む硬化樹脂と軽量化コアとを一体化するステップ150を行う。
(もっと読む)
樹脂注入のための自動樹脂及び繊維配置
【課題】大規模な複合構造体を樹脂注入プロセスを用いて製造する方法において、自動化によってコスト削減すると共に高速化を可能とし、且つ、品質向上させる為の樹脂フィルムの自動敷設方法と装置を提供する。
【解決手段】少なくとも一つの繊維強化材のプライと、少なくとも一つの樹脂層とをツール上に積み上げることにより、複合構造体が作製される。樹脂フィルムの層は、樹脂フィルムのストリップを配置することにより形成される。繊維強化材には、樹脂層から樹脂が注入される。
(もっと読む)
ファイバプリフォームの樹脂注入を用いて構造体を再加工するための方法と装置
【課題】所望の性能基準を満たす複合構造体の再加工方法及び装置の提案。
【解決手段】ファイバプリフォームの樹脂注入を用いて構造体の一領域が再加工される。構造体の第1の側面から第2の側面まで構造体を貫通する樹脂流通孔が形成される。構造体の第1の側面にファイバプリフォームを配置した後、プリフォームに樹脂を流し込み、樹脂流通孔から構造体の第2の側面へ流出させることにより、ファイバプリフォームを飽和させ、空隙を生じさせる空気をほぼ排除する。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】含浸距離を短くして製造時間の短縮を図るとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の中心線に沿って脱気部9を配置し、被成形体2の対向する辺のそれぞれの端縁部に、脱気部9と略平行に樹脂供給部10を配置し、脱気部9により被成形体2の中心線上から脱気しながら、両側の樹脂供給部10より同時に樹脂を供給して樹脂含浸を進行させて成形する。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
粗糸の束、粗糸の束を製造する方法、及び加工物を製造する方法
【課題】粗糸の束を製造する有利な方法を提供する。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
(もっと読む)
1 - 20 / 395
[ Back to top ]