
Fターム[4F204AP13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 検出量又は監視量 (485) | 流量、容積 (26)
Fターム[4F204AP13]に分類される特許
1 - 20 / 26
複合材料を用いた成形品及びその製造方法
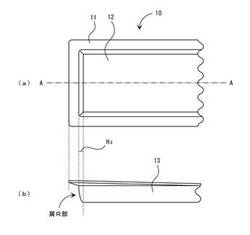
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
樹脂モールド装置及びワーク板厚測定装置

【課題】樹脂モールドに先立って被成形品の厚さを精度良く測定することで、キャビティ容積を変更することにより成形品質を向上できる樹脂モールド装置を提供する。
【解決手段】厚さ計測部Bは、ローダー25から半導体チップが基板実装された被成形品1を移載されて保持したまま搬送する搬送プレート9と、当該搬送プレートをX−Y方向に走査可能なX−Y走査機構10と、搬送プレート9の搬送路下に被成形品1に対応して配置され、半導体チップを含む基板の総厚を測定する第1レーザー変位計44と基板のみの厚さを測定する第2レーザー変位計44を備えている。
(もっと読む)
繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法
【課題】生産性の向上を図ることができるとともに、製品精度の向上も図ることができる繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法を得る。
【解決手段】成形型2は、型本体11と、型本体11に設けられ、成形面1を持つ弾性被覆体12とを有している。弾性被覆体12内には、流路16が設けられている。弾性被覆体12は、流路16内の圧力の変化によって弾性変形される。成形面1は、バッグフィルム3で覆われる。成形面1とバッグフィルム3との間の空間は、減圧可能になっている。繊維強化プラスチック成形体は、成形面1とバッグフィルム3との間で製造される。
(もっと読む)
繊維強化樹脂製チーズの製造方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる製造方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの製造方法を、(A)先端を正面視略V字状にカットした円筒管を1個または2個用い、(B)それと接合しうる端面を有する円筒管とを突き合わせて接合し、接合部に繊維補強材を積層状に巻き付け、インフュージョン成形に付して接合部を繊維強化樹脂で囲包し強化するものとする。円筒管(B)には、一部を正面視略V字状に切り欠いたものや、円筒管(A)の正面視略V字状にカットした先端面の片側半分と接合しうる、一部斜めにカットされた端面を有するものや、円筒管(A)のカット面と接合しうる、斜めにカットされた端面を有するものなどがある。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
樹脂シート状物の連続製造方法
【課題】 走行するベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、異物欠陥の少ない透明樹脂シート状物の製造方法を提供する。
【解決手段】 活性エネルギー線重合性液体を走行するベルト上に供給し、供給された活性エネルギー線重合性液体上に活性エネルギー線透過性フィルムを被せ、前記フィルム上に気体を前記フィルム上に噴き付けることで、前記フィルム上の異物を除去した後、前記フィルムの上から活性エネルギー線重合性液体に活性エネルギー線を照射して活性エネルギー線重合性液体を硬化させシート状物とする透明樹脂シート状物の連続製造方法方法である。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】制御部Cが、位置検出手段S1にて検出される押圧部材41の位置に基づいて、押圧部材41の位置が予め設定された位置になるように、払い出し出力対供給出力比率を設定範囲内で調整すべく材料供給部1及び材料圧延部2の作動を制御する通常処理を実行するように構成されたシート成形装置において、制御部Cは、位置検出手段S1にて検出される押圧部材41の位置に基づいて、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ない状態を推定する推定手段C1と、推定手段C1により、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ないと推定された場合に、払い出し出力対供給出力比率を設定範囲よりも大きくする設定条件で材料供給部1及び材料圧延部2の作動を制御する終期処理を実行する終期処理手段C2を備えている。
(もっと読む)
樹脂封止装置とこれを用いた樹脂封止方法
【課題】成形用樹脂を一様にキャビティ空間に供給して樹脂封止を行うことができ、樹脂封止品の樹脂封止部は常にムラのない状態に仕上げること。
【解決手段】粒状成形用樹脂120A,Bを粒径範囲毎に貯留するストッカ130A,Bと、ストッカ130A,Bの粒状成形用樹脂120A,B貯留量と、電子部品240の樹脂封止に要する粒状成形用樹脂120A,Bの使用量とに基づき、ストッカ130A,B内からの粒状成形用樹脂120A,Bの供給量の比率どうしを所定の比率となるよう算出する成形用樹脂供給量算出手段PCと、算出供給量に基づき、粒状成形用樹脂120A,Bを取り出す成形用樹脂取り出し手段と、粒状成形用樹脂120A,Bを積載する積載手段160と、積載手段160を積載位置と金型位置との間で往復動させ、粒状成形用樹脂120A,Bを下金型230に投入する投入手段と、を有している。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材の加熱時の軟化状態を把握して最適な成形を行う。
【解決手段】光学素子の製造装置10は、ガラス素材45を加熱軟化して成形するものであり、ガラス素材45を気体で浮遊させながら加熱する加熱筒40と、加熱したガラス素材45の変形を検知するカメラ51と、変形の検知結果に基づいてガラス素材45を取り出す取り出し蓋41と、取り出したガラス素材45をプレスする上型20及び下型21と、を有する。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材を加熱しつつ浮遊位置を検出し気体の流量制御を行うことで安定した浮上加熱を可能とする。
【解決手段】光学素子の製造装置10は、ガラス素材45を高温気体で浮遊させながら加熱軟化させて成形するものであり、ガラス素材45の浮遊位置を検出する位置検出カメラ56と、検出した浮遊位置に基づいて浮遊に必要な窒素ガスの供給流量を調整する流量制御弁37と、加熱されたガラス素材45を所定時間後に取り出す取り出し蓋41と、取り出したガラス素材45をプレスすべく対向配置された一対の上型20及び下型21と、を有する。
(もっと読む)
RTM成形方法
【課題】比較的大きな三次元面状体に対しても、樹脂注入から含浸・硬化までの成形工程を、高速で実施し、かつ、従来問題となっていた製品外観や製品精度を向上させ、製品コストの低減をはかることが可能なRTM成形方法を提供すること。
【解決手段】複数の型からなる成形型のキャビティー部に強化繊維基材を配設し、型締めした後、樹脂を注入して成形するRTM成形方法において、前記強化繊維基材と接する成形型の少なくとも一面に樹脂注入口を設け、冷熱媒体が流れる機構を備えてなる樹脂注入部より吐出される樹脂を前記樹脂注入口から注入することを特徴とするRTM成形方法。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料の供給方法及び装置
【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料を効率良く供給する。
【解決手段】液状樹脂材料収容タンク121内に収容された液状樹脂材料の所要量と液状硬化剤収容タンク122内に収容された液状硬化剤の所要量とを計量し、次に、計量した液状樹脂材料と液状硬化剤の所要量とを混合して液状熱硬化性樹脂材料を生成し、次に、生成した液状熱硬化性樹脂材料をゲートノズル15側へ搬送する。ゲートノズル15内に搬送された液状熱硬化性樹脂材料はゲートノズル15の下方に配置される下型キャビティ内に直ちに吐出される。
(もっと読む)
繊維強化プラスチックの製造方法および製造装置
【課題】RTM(Resin Transfer Molding)法を用いて均質な中空形状のFRP製品を製造する方法及びその装置を提供する。
【解決手段】成形型内に中空形状の中空中子3を設置し、中空中子3と成形型の間のキャビティ部4に強化繊維14を設置し、キャビティ部4に樹脂を注入する。キャビティ部減圧工程では中空中子3が強化繊維14を変形させない程度に押さえつけるように中空中子3の内圧を制御する。樹脂注入工程では強化繊維14を成形型に押し付ける方向の力が作用しないように中空中子3の内圧を制御し、樹脂硬化完了工程では強化繊維14を成形型に押し付ける方向の力を作用させるように中空中子3の内圧を制御する、樹脂の流動抵抗が大きくなり過ぎるのを抑制し、均質な中空形状のFRP製品を製造できるRTM法を用いた中空形状のFRP製造方法。
(もっと読む)
反応液分割分液コートハンガー形ダイ並びに、該ダイを使用した紐状樹脂成形体の製造方法並びに製造装置
【課題】複数の紐状樹脂成形体を連続して製造するために使用する従来の反応液分液コートハンガー形ダイは各部位の流量調整が自由にコントロールできないために長時間安定して一定寸法精度の紐状樹脂成形体が製造できなかった。
【解決手段】液仕切具はダイリップに位置させ、その川上に分割流量調整板を位置させ、各分割流量調整板それぞれに調整ボルトを設けることによって自由に各部位の流量を調整可能とした。このことによって反応性樹脂を用いて長時間運転する場合に、ゲル化によって起こる流量の低下した部位の流量を隣接の状態に係わらず分割流量調節板にて流量調整し、長時間運転を可能とした。
(もっと読む)
プレス加工用中間体製造方法、及び該方法により製造される光学部材用中間体
【課題】高屈折率で線膨張率が小さい高品位な光学部品を、加熱プレス成形により高歩留まり、かつ高い生産性で製造することが可能なプレス加工用中間体及びその製造方法を提供すること。
【解決手段】粉粒体として供給される無機微粒子含有の熱可塑性樹脂を、分散液に均一に混合して懸濁液9とし、更にこの懸濁液9を体積計量投下し、計量投下後の懸濁液9から分散液を加熱蒸発させて中間体17を得ることで、高精度に計量された中間体17を得ることができる。
(もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】 繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間に電気容量センサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、電気容量センサ10a、10bとなる2本の導線間の電気容量を測定し、この測定した電気容量値に基づいて、含浸状況を判断する。
(もっと読む)
繊維強化複合材料の製造法
【課題】軽量でありながら、強度や弾性率等の力学物性が優れる、繊維体積含有率(Vf)の高い、具体的には約45%以上の繊維強化複合材料を、RTM法で生産性良く、具体的にはできるだけ短い時間で製造する製造法を提供すること。
【解決手段】60〜180℃の範囲に含まれる特定温度Tmに保持した型内に配置した強化繊維基材に、ti≦10、tm≦60、1<tm/ti≦6.0(ti:注入開始から注入終了までの時間(分)、tm:注入開始から脱型開始までの時間(分))を満たすように、熱硬化性樹脂組成物を注入し、型温をTmに保持して加熱硬化する繊維強化複合材料の製造法。
(もっと読む)
樹脂材料計量方法及び樹脂材料計量装置
【課題】高精度の計量が可能な樹脂材料計量方法及び樹脂材料計量装置を提供する。
【解決手段】一端側に吐出口を有し内部空間の断面積が一定のシリンダ10と、該シリンダ10の内部空間に挿入されるピストン11とによって構成されるシリンダピストン機構を用い、シリンダ10の内部空間に流動性を有する樹脂材料を充填した後、シリンダ10の内部空間の断面積とピストン11の移動ストロークとに基づいて決定される樹脂材料の容積の関係から、予め規定した容積の樹脂材料に相当するピストン11の移動ストロークを求め、シリンダ10内の樹脂材料を、ピストン11をその移動ストローク分移動させて吐出口から吐出させ、該吐出された樹脂材料をシリンダ10内の樹脂材料から切断するようにした。
(もっと読む)
1 - 20 / 26
[ Back to top ]