
Fターム[4F204AR06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 温度、熱量 (345)
Fターム[4F204AR06]に分類される特許
121 - 140 / 345
圧縮成型装置における型押し器のための安全器具
圧縮成型対象物のための装置の安全器具であって、装置は、複数の型押し器(1)および複数の対応する成型エレメント(2)が設けられた成型用カルーセル(G)を備え、各成型エレメントは、成型エレメントが各型押し器(1)と相互に作用しない第1位置と、対象物(3)を成型するために成型エレメントが各型押し器(1)と相互に作用する第2位置との間で移動可能となっており、各型押し器は、成型された対象物(3)を各型押し器(1)から取り出す上で適切なものとなっている取出器具(4)に関連付けられており、前記取出器具(4)は、前記成型カルーセル(G)の固定フレーム(T)に設けられたカムトラック(8)によって動作可能となっており、前記カムトラック(8)は、カムトラック部分(9)を備え、カムトラック部分(9)は、カムトラック部分(9)が前記取出器具(4)と相互に作用する動作位置と、カムトラック部分(9)が前記取出器具(4)と相互に作用しない非動作位置との間で移動可能となっている、安全器具。 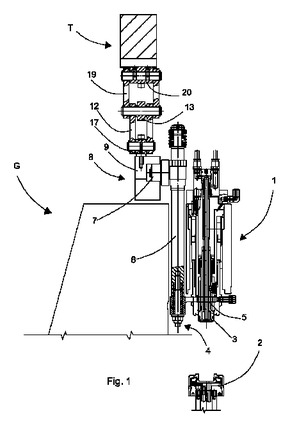 (もっと読む)
(もっと読む)
加熱方法及び加熱システム
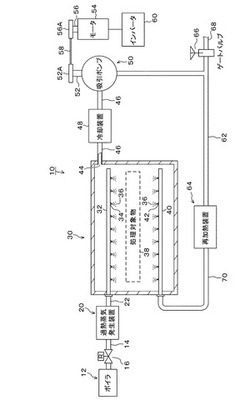
【課題】過熱蒸気を利用して加熱を行う際に、新規に供給する過熱蒸気量を低減し、エネルギー効率の向上及び環境負荷の低減を図る。
【解決手段】加熱システム10のボイラ12は、水蒸気供給管14によって過熱蒸気発生装置20に接続され、該過熱蒸気発生装置20は、第1の過熱蒸気供給管22によって、加熱炉30の第1の吹出用配管32に接続される。加熱炉30は、過熱蒸気36の吹出口34を有する第1の吹出用配管32と、吹出口42を有する第2の吹出用配管40を備えている。加熱炉30の過熱蒸気は、吸引ポンプ50により回収されて大部分が再加熱装置64へ送られ、再利用可能な温度に加熱されて、第2の過熱蒸気供給管70により前記第2の吹出用配管40に送られる。前記加熱炉30における第1の吹出用配管32及び第2の吹出用配管40からの過熱蒸気の供給量の比率は、予め設定されている。
(もっと読む)
金型を使う成形品の製造方法および金型装置

本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
プラスチックレンズの製造装置
【課題】プラスチックレンズの製造時において、原料調合中の重合異常発生時に作業者に対して安全に異常処理を行うレンズの製造システム及び製造装置を提供することを目的とする。
【解決手段】レンズ材料を調合する調合タンク1内のレンズ材料の温度を計測する温度計4と、調合時のレンズ材料を撹拌する撹拌器の回転数を計測する回転計3とによって調合状態を監視する。またこれらにより計測されたデータに基づき調合異常の判断を行う制御部14、調合タンク1内の温度調整を行う温度調整部16、調合タンク1内に反応抑制剤を投入する抑制剤投入部12を備える。制御部14による調合異常の判断に基づきプログラマブルロジックコントローラ8により温度調整部16と抑制剤投入部12を制御する。
(もっと読む)
プラスチックレンズの製造装置
【課題】臭気ガス等の不要なガスの発生を伴う製造工程によりプラスチックレンズを製造するにあたって、作業者への不要なガスの暴露を抑制し、また作業効率の向上を図る。
【解決手段】レンズ材料を調合する調合タンク1と、少なくともその周囲を密閉して覆う筐体18と、その筐体18内を排気する第2の吸引部17と、調合タンク内1のガスを排気する第1の吸引部と、調合タンク1内のレンズ材料の状態を確認する計器と、計器により計測されたデータにより調合の異常を判断する制御部14と、調合タンク1内の温度調整を行う温度調整部16と、調合タンク1に反応抑制剤を投入する抑制剤投入部12aと、制御部14の判断に基づいて温度調整部16と抑制剤投入部12aの動作制御を行うプログラマブルロジックコントローラ8を備えた、プラスチックレンズの製造装置を構成する。
(もっと読む)
プレス成形用プリプレグ、及びそれを用いた成形品の製造方法
【課題】常温時における取り扱い性に優れ、かつTg及び硬化速度をほとんど低下させる
ことなく高温高圧成形時における樹脂の過剰な流動を抑え、得られる成形品の外観不良、
性能不良、及び金型の不良等を抑制することができるプレス成形用プリプレグと該プレス成形用プリプレグを用いた成形品の製造方法。
【解決手段】エポキシ樹脂(X)と、質量平均分子量が10,000〜60,000のポ
リエーテルスルホン樹脂(Y)と、エポキシ硬化剤(Z)とを含み、100〜150℃に
おける最低粘度が2〜20Pa・s、30℃における粘度が10,000〜100,00
0Pa・sのエポキシ樹脂組成物が繊維補強材に含浸されたプレス成形用プリプレグ。
また、該プレス成形用プリプレグを用いた成形品の製造方法。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
圧縮シート
本発明は、少なくとも1枚の織布または不織布を含む圧縮シートであって、その布が高分子繊維を含み、そのシートが、ASTM D790−07に準拠して測定したとき、少なくとも二方向で少なくとも15GPaの曲げ弾性率を有し、かつこれらの方向の1つは、この布に含有される第1の主要量の繊維の配向方向であることを特徴とする圧縮シートに関する。本発明はまた、そのような圧縮シートの製造方法およびそれを含む物品に関する。 (もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】ガラス素材の加熱時の軟化状態を把握して最適な成形を行う。
【解決手段】光学素子の製造装置10は、ガラス素材45を加熱軟化して成形するものであり、ガラス素材45を気体で浮遊させながら加熱する加熱筒40と、加熱したガラス素材45の変形を検知するカメラ51と、変形の検知結果に基づいてガラス素材45を取り出す取り出し蓋41と、取り出したガラス素材45をプレスする上型20及び下型21と、を有する。
(もっと読む)
赤外透過部材の製造方法
【課題】樹脂に無機微粒子を分散させて複合化した複合材料を用いて、光学素子の成型時に発生する無機微粒子の凝集を抑制できる赤外透過部材の製造方法を提供する。
【解決手段】赤外透過性を有する樹脂材料に、赤外透過性を有する無機材料粒子を分散させた複合材料を加熱成形して、所望の形状の光学素子を形成する。加熱成形後、形成された光学素子を1℃/分以下の冷却速度で徐冷する。
(もっと読む)
カレンダ装置
【課題】材料を混練する領域に配置される部材に対して混練された材料が付着することを防止しつつ、材料の混練を促進させるカレンダ装置を提供する。
【解決手段】材料の混練及び成型を行うカレンダ装置1であって、複数のカレンダロール2a、2b、2c、2dを備えると共に、カレンダロール同士2a、2bに挟まれた領域Rにおいて材料Aの混練を促進する混練促進手段3と、該混練促進手段3の温度調節を行う温調手段4とを備える。
(もっと読む)
健康シート
【課題】製造が容易で、安価な健康シートの製造方法及び健康シートを提供する。
【解決手段】フェノール樹脂を除いた炭化水素を主要構成成分とする人工高分子化合物あるいはフェノール樹脂を除いた炭化水素を主要成分とする有機固形廃棄物の無酸素乾留熱分解物である一次の炭化物、あるいは当該炭化物を賦活化処理した二次の活性炭のうち少なくとも一種もしくはこれらの混合物と、シリコンゴムとを混練する工程と、成形型に入れて加圧する工程と、180℃〜200℃にて5分間の1次加熱する工程と、180℃にて3〜4時間の2次加熱する工程と、成形型から取り出し裁断する工程とからなる。
(もっと読む)
圧縮成形方法
【課題】樹脂厚が薄く樹脂封止エリアが広いワークの成形品質を高める共に、シート樹脂のハンドリングがしやすい圧縮成形方法を提供する。
【解決手段】第1の成形型において台紙11上に封止樹脂12を供給してクランプすることにより成形温度より低い第1の温度で加熱して半硬化状態の台紙付シート樹脂14を形成し、当該台紙付シート樹脂14を第1の成形型より取り出して冷却用定盤15によって押圧しながら常温付近まで急冷却する。また、台紙付シート樹脂14を第2の成形型Qへ搬入し、ワーク20と共にクランプして第1の温度より高い第2の温度で加熱加圧して硬化させて圧縮成形を行なう。
(もっと読む)
注形用エポキシ樹脂組成物、イグニッションコイル及びその製造方法
【課題】ボイドの少ない硬化物を与える注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物を用いた、最外部にコイルケースを使用しなくても十分な強度を有するイグニッションコイルを提供すること。
【解決手段】脂環式エポキシ樹脂を10〜65質量%含むエポキシ樹脂(A)、シリカ粒子(B)、硬化剤(C)および4級アンモニウム塩系硬化促進剤(D)を必須成分として含有することを特徴とする注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物をコイルに注形後硬化させてなるとともに、最外部にコイルケースを使用しないことを特徴とするイグニッションコイルおよび鉄心に1次コイル、2次コイルを巻き線した磁気回路部品を金型に配置し、前記注形用エポキシ樹脂組成物を金型内に真空注形し、加熱硬化後、金型から取り出すことを特徴とするイグニッションコイルの製造方法である。
(もっと読む)
圧縮賦形装置および方法並びに繊維強化複合材料とプリフォームおよびそれらの製造方法
【課題】強化繊維基材の厚みが変化し傾斜面を有する場合にあっても、その傾斜面に対応させて容易に望ましい形状に賦形することが可能な圧縮賦形技術を提供する。
【解決手段】強化繊維基材1を金型間に挟んで加圧することにより金型賦形面3a、3bの形状に沿う形状に賦形する少なくとも二つの金型2a、2bと、少なくとも一つの金型に開閉動作をさせ、強化繊維基材1を加圧、開放する金型駆動手段4と、金型2a、2bによる開閉動作に合わせて強化繊維基材1を金型2a、2bに対し搬入、搬出する搬送手段5とを備え、少なくとも一つの金型2aの金型賦形面3aが、強化繊維基材1の搬送方向Bに対し平行な平行面6aと、該平行面6aに段差なく連接され搬送方向に対し傾斜した傾斜面6bとを併せ持つことを特徴とする圧縮賦形装置10および方法、並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
電子写真用ベルトの製造方法
【課題】電子写真用ベルトに求められる均一な表面性と導電性、及び機械的強度を満足させる電子写真用ベルトの製造方法を提供する。
【解決手段】結晶性熱可塑性樹脂を主成分とする樹脂組成物からなる管状フィルムを、円筒状外型と膨張可能な機構をもつ円筒状内型に挟持し、加熱冷却処理する電子写真用ベルトの製造方法であって、該管状フィルムが非晶状態であり、該加熱冷却処理を、下記の(1)〜(3)の条件で行う:(1)一段目の加熱冷却処理の加熱温度が、該結晶性熱可塑性樹脂のガラス転移温度(Tg)以上で結晶化速度が最速である温度(Tx)以下であり、かつ、10℃/min以上の速度で加熱温度に到達する;(2)二段目以降の加熱冷却処理の加熱温度が、Tx超該結晶性熱可塑性樹脂の融点(Tm)未満である;(3)加熱冷却処理の冷却到達温度が、Tg以下である。
(もっと読む)
薄板の成形方法および薄板の成形システム
【課題】射出成形された薄板に加圧して、生産性を追及しつつ許容範囲内の薄板を成形することができる薄板の成形方法および薄板の成形システムを提供する。
【解決手段】薄板の成形システム11は、射出成形機12により成形された薄板Lを、ゲートカット装置13により射出成形中または射出成形後にゲートカットを行い、積み重ね装置15によりゲートカットした薄板Lを直接または他部材Pを介して複数枚積み重ねし、加圧装置16により加圧した状態で一定時間保持し、反りが許容範囲内の薄板Lを成形する。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料の計量供給方法及び装置
【課題】小型の圧縮樹脂封止成形装置を用いて電子部品を樹脂封止成形する際に、成形型における下型キャビティ内に高精度に計測した定量の液状樹脂材料を効率良く供給する。
【解決手段】液状樹脂材料の貯溜部100 と、液状樹脂材料の計量部300 と、計量した定量液状樹脂材料の吐出部400 と、液状樹脂材料の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状樹脂材料の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状樹脂材料200 を計量部300 に移送して計量し、次に、計量した定量の液状樹脂材料201 を吐出部400 を経て成形型の下型キャビティ内へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エアを給気して当該部位に定量液状樹脂材料の一部が滞溜するのを効率良く防止する。
(もっと読む)
121 - 140 / 345
[ Back to top ]