
Fターム[4F204EA03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 非発泡注型成形 (1,460)
Fターム[4F204EA03]に分類される特許
1 - 20 / 1,460
型内塗装用型
ワーク設置装置およびワーク設置方法
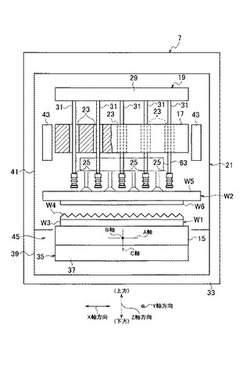
【課題】ワークが撓んだままで他のワークに設置されてしまうことを回避する。
【解決手段】下部テーブル15と上部テーブル17と、粘着剤を具備するワーク保持体25を複数備えたワーク保持装置19と、下部テーブル17に設置されている設置済みの第1のワークW1に、ワーク保持体25で保持する第2のワークW2を設置するときに、第1のワークW1と第2のワークW2との距離を所定の僅かな距離にし、各ワーク保持体25から第2のワークW2を落下させるワーク設置装置である。
(もっと読む)
パターン転写方法およびパターン転写装置

【課題】パターンを担持したブランケット等の担持体と基板を互いに密着させた後、両者を互いに離間させることで剥離して担持体上のパターンを基板に転写するパターン転写技術において、担持体と基板との剥離を良好に行う。
【解決手段】離間開始時では第1離間速度V1でブランケットBLおよび基板SBを互いに離間移動させてブランケットBLと基板SBとの密着領域CPの各角部でブランケットBLおよび基板SBを部分剥離させた(第1工程)後、当該部分剥離後に離間速度を、第1離間速度V1よりも遅い第2離間速度V2に切り替えて、少なくとも密着領域CPが円弧を描く前までの間、この第2離間速度V2でブランケットBLに対して基板SBを離間移動されてブランケットBLおよび基板SBの剥離を進行させる(第2工程)。
(もっと読む)
樹脂フィルムと基板とのアライメント方法
【課題】樹脂フィルムに形状変化が生じた場合であっても、樹脂フィルムの凹凸パターンを基板の所望とする位置に合わせることができるアライメント方法を提供すること。
【解決手段】表面に微細な凹凸パターンが形成された樹脂フィルム11と、前記凹凸パターンが転写されるべき光硬化性樹脂層16を有する基板15とを貼り合わせる際に、前記樹脂フィルム11と前記基板15とを位置合わせするアライメント方法であって、前記樹脂フィルム11はその平面形状が多角形であり、前記樹脂フィルム11の頂点部分は保持せずに辺の縁部を保持して平面方向に伸長する工程を含むことを特徴とするアライメント方法。
(もっと読む)
眼鏡用プラスチックレンズの製造方法および成形型の保管用ケース
【課題】眼鏡用プラスチックレンズ成形用の成形型を保管用ケースから洗浄用ラックに速くかつレンズ成形面を傷つけることなく移し、生産性の向上を図る。
【解決手段】眼鏡用プラスチックレンズ成形用の成形型1を保管用ケース2に収納する収納ステップS1Aを有する。保管用ケース2は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2の上に洗浄用ラック13を上下反転させて載せるラック接続ステップS2を有する。洗浄用ラック13は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2と洗浄用ラック13とを上下反転させる移載ステップS3を有する。成形型1を洗浄する洗浄ステップS4と、成形型1を使用して眼鏡用プラスチックレンズを成形する成形ステップS5とを有する。
(もっと読む)
眼鏡用プラスチックレンズの製造方法および成形型の洗浄用ラック
【課題】眼鏡用プラスチックレンズのレンズ面を成形する成形型1を充分に洗浄できる眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】成形型1を洗浄用ラック2にレンズ成形面5,7が上下方向に延びる状態で上方から出し入れできるように支持させかつレンズ成形面5,7に接触することがない状態を保ちながら厚み方向に遊動可能に支持させる装填ステップS1を有する。前記洗浄用ラック2を洗浄液51中に浸漬して前記成形型1を洗浄する洗浄ステップS2を有する。前記洗浄用ラック2から取出した前記成形型1を使用して眼鏡用プラスチックレンズを成形する成形ステップS3とを有する。
(もっと読む)
樹脂膜形成装置
【課題】液状樹脂の廃棄を少なくして、樹脂膜の形成コストを低減すること。
【解決手段】本発明の樹脂膜形成装置(2)は、ウェーハ(W)を保持する吸着面(61)を囲むように環状凸部(65)が設けられた成膜用テーブル(22)と、成膜用テーブル(22)の環状凸部(65)に当接して、ウェーハ(W)上方に液密な空間(S)を形成する塗布部(23)とを備え、塗布部(23)には、液密な空間に液状樹脂を供給する供給口(74)と、ウェーハ(W)の外周側に対向する位置において液密な空間(S)内を吸引する吸引溝(76)とが形成され、成膜用テーブル(22)と塗布部(23)とを相対的にスライドさせる構成にした。
(もっと読む)
樹脂成形体及びこれを用いた樹脂製歯車
【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
成形品、成形品成形方法、成形品成形システムおよびタグ供給貼り付け装置
【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】成形品本体部3と、基端側部位15と先端側部位17とで構成され、先端側部位17が成形品本体部3から突出し、基端側部位15の表面の一部位が成形品本体部3に接触し、基端側部位15の表面の残りの他部位が露出するようにして、成形品本体部3に一体的に設けられ、残りの他部位の少なくとも一部の表面が粘着性を備えている離型用部材5とを有する成形品1である。
(もっと読む)
硬化物の製造方法および硬化物
【課題】硬化性に優れた硬化物の提供。
【解決手段】(A)窒素カチオンを有するオニウム塩と(B)硬化性化合物を含有する組成物にプラズマを照射することを含む、硬化物の製造方法。
(もっと読む)
炭素繊維強化樹脂成形品及びその製造方法
【課題】炭素繊維のロスの発生を抑制した炭素繊維強化樹脂成形品及びその製造方法を提供する。
【解決手段】炭素繊維がシート状基材に固定されて構成された内部構造材11と、該内部構造材を被覆するように設けられた樹脂被覆層12と、を備えた炭素繊維強化樹脂成形品10であり、内部構造材が炭素繊維とそれ以外の繊維との複合糸で形成され、成形型のキャビティに炭素繊維がシート状基材に固定されて構成された内部構造材を配置し、該キャビティ内に未固化樹脂材料を供給する成型工程を含む炭素繊維強化樹脂成形品の製造方法。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
光電子部品及びその製造方法
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
樹脂注型品およびその製造方法
【課題】常態では金属部材に強固に接着し、廃棄時には熱硬化性樹脂を容易に分離させることが可能な樹脂注型品を提供する。
【解決手段】主回路を構成する中心導体1の金属部材と、中心導体1の表面に、エポキシ化リグニンと、ジシアンジアミドのような硬化剤と、メチルセロソルブのような溶剤とで構成される絶縁ワニスを塗布して設けたリグニン接着層2と、リグニン接着層2の周りにエポキシ樹脂のような熱硬化性樹脂をモールドして設けた絶縁層3と、を具備したことを特徴とする。
(もっと読む)
型、型の製造方法、および、型を用いた反射防止フィルムの製造方法
【課題】複数の凸部を有し光の反射を防止し得る反射防止フィルムの作製に用いられる型を簡便に製造することができる製造方法を提供する。
【解決手段】型の製法方法は、陽極酸化処理により、金属製基板30の表面30aに複数の孔36を形成する工程と、化学蒸着法または物理蒸着法により、少なくとも隣り合う二つの孔の間に位置する金属製基板の表面に、皮膜40を形成する工程と、を備える。反射防止フィルム10の凸部15を形成するための凹部25が、孔36および皮膜40によって画成される。
(もっと読む)
電気絶縁用注型品およびその製造方法
【課題】陽極酸化処理の後に長期間保管した後で注型作業を行っても、その接着力が低下せずに、長期間優れた高温クリープ特性を有する接着界面を有する電気絶縁用注型品の提供およびそのような接着界面を有する電気絶縁用注型品の製造方法を提供する。
【解決手段】酸化被膜16は、複数の柱状セル8から構成され、この柱状セル8のほぼ中心付近にはその軸方向に伸び前記柱状セル表面で開口する孔3を有するとともに、この孔3の軸方向の内周面にはこの内周面に対してほぼ垂直方向に伸びる枝孔7をさらに有しており、その厚みは0.5μmより厚く2.0μm未満あり、接着剤は、前記柱状セルの各孔に充填されるとともにその厚みが1μm以上40μm以下である。
(もっと読む)
光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置
【課題】シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
槽及び槽の成形方法
【課題】注型成形時に水返し片を構成する板状部材と金型の間への樹脂の浸入を防止することができる槽と、当該糟の成形方法を提供する。
【解決手段】下金型に、水返し片15を構成するインサート部材5,6を挿入する溝を設け、溝内に挿入したインサート部材5,6の上からエラストマ7,8を圧入する。溝の角部に相当する部位にはゴム部材9を圧入配置する。そして金型のキャビティに成形樹脂材11を充填すると、成形樹脂材11は、槽本体1a,上縁フランジ部1bを成形すると共に、インサート部材5,6、エラストマ7,8を槽本体1aと一体化する。その際、成形樹脂材11は、インサート部材5,6と金型の間の隙間に浸入することができない。そのため、脱型時に円滑に脱型できる浴槽1を提供することができる。
(もっと読む)
現像ローラの製造方法
【課題】大量の画像出力をおこなった場合でも、部分的な高抵抗化を生じにくい現像ローラの製造方法を提供する。
【解決手段】軸芯体、導電性の弾性層および導電性の表面層を有する現像ローラの製造方法であって、該軸芯体を配置した円筒状の成形金型のキャビティ内にカーボンブラックを含む液状シリコーンゴム混合物を注入し、該液状シリコーンゴム混合物を硬化させて該弾性層を形成する工程、および該弾性層の上にカーボンブラックを含む該表面層を形成する工程を有し、該成形金型のキャビティ内の、該軸芯体の表面と対向する面の少なくとも一部は、フッ素樹脂を含む粒子を共析させた金属めっき層で構成されており、
該液状シリコーンゴム混合物中の該カーボンブラックは酸性カーボンブラックである。
(もっと読む)
1 - 20 / 1,460
[ Back to top ]